Ako sa vyrába silikón? Chémia za materiálom
Silikón je syntetický polymér, ktorého hlavný reťazec je vytvorený zo striedajúcich sa atómov kremíka a kyslíka – štruktúry známej ako siloxánový reťazec – a nie uhlíkového reťazca, ktorý sa nachádza v organických plastoch, ako je polyetylén alebo polypropylén. Tento základný rozdiel v molekulárnej architektúre je to, čo dáva silikónu jeho mimoriadnu tepelnú stabilitu, chemickú inertnosť, flexibilitu v širokom rozsahu teplôt a odolnosť voči UV degradácii. Pochopenie toho, ako sa silikón vyrába od jeho surového elementárneho pôvodu až po hotový elastomér, pomáha inžinierom, produktovým dizajnérom a výrobcom oceniť, prečo sa tento materiál správa tak, ako sa správa, a prečo sa spracováva inak ako bežné termoplastické živice.
Výroba silikónu začína kremíkom – druhým najrozšírenejším prvkom v zemskej kôre, ktorý sa nachádza predovšetkým vo forme oxidu kremičitého (SiO₂), bežne známeho ako kremeň alebo kremičitý piesok. Rozhodujúce je, že kremík ako prvok je chemicky odlišný od silikónu ako polyméru. Kremík vo svojej surovej forme nie je prirodzene mäkký, pružný alebo chemicky stabilný v rôznych podmienkach; je to tvrdý, krehký metaloid. Transformácia na všestranný silikónový polymér používaný v lekárskych zariadeniach, tesneniach pre automobily, spotrebnom tovare a priemyselných komponentoch si vyžaduje viacstupňový chemický proces, ktorý zavádza organické skupiny na báze uhlíka na kostru kremíka, čím sa zásadne menia jeho vlastnosti.

Od kremeňa po kremíkový kov: Prvá produkčná fáza
Prvým krokom pri výrobe silikónu je redukcia oxidu kremičitého na kremíkový kov metalurgickej kvality. Toto sa dosahuje vo veľkých elektrických oblúkových peciach, kde sa kremeň (vysoko čistá forma kremeňa) zahrieva na teploty presahujúce 1 800 °C v prítomnosti redukčných činidiel bohatých na uhlík, ako je uhlie, koks a drevené štiepky. Uhlík reaguje s kyslíkom v oxide kremičitom, pričom sa uvoľňuje oxid uhličitý a zanecháva tekutý kremíkový kov s čistotou približne 98–99 %. Tento materiál je známy ako kremík metalurgickej kvality (MG-Si) a slúži ako kritická surovina na výrobu silikónového polyméru.
Roztavený kremík sa odleje do ingotov, nechá sa vychladnúť a potom sa rozdrví na prášok alebo granule na ďalšie chemické spracovanie. V tomto štádiu je kremík ešte ďaleko od polyméru – musí prejsť sledom chemických reakcií, ktoré pripájajú organické metylové skupiny k atómom kremíka, čím vznikajú organochlórsilánové medziprodukty, ktoré slúžia ako stavebné kamene všetkých komerčných silikónových produktov.
Müller-Rochowov proces: Vytvorenie silikónového monoméru
Priemyselnej výrobe silikónových monomérov dominuje Müller-Rochowov priamy proces, ktorý sa nezávisle vyvinul v 40. rokoch 20. storočia. V tomto procese práškový kremíkový kov reaguje s plynným metylchloridom (CH3CI) v prítomnosti medeného katalyzátora pri teplotách medzi 250 °C a 350 °C. Touto reakciou vzniká zmes chlórsilánových zlúčenín, z ktorých komerčne najvýznamnejší je dimetyldichlórsilán — (CH3)2SiCl2. Táto molekula je primárnym monomérom, z ktorého je nakoniec odvodená veľká väčšina komerčných silikónov.
Zmes chlórsilánu vyrobená priamym procesom sa delí frakčnou destiláciou na jednotlivé zložky, z ktorých každá má odlišnú reaktivitu a pri hydrolýze vytvára rôzne silikónové polymérne štruktúry. Keď je dimetyldichlórsilán vystavený vode, podlieha rýchlej hydrolýze – atómy chlóru sú nahradené hydroxylovými skupinami – a výsledné silanolové medziprodukty navzájom spontánne kondenzujú za vzniku polydimetylsiloxánových (PDMS) reťazcov. V závislosti od reakčných podmienok, dĺžky reťazca a špecifickej zmesi použitých chlórsilánových monomérov môže byť výsledným polymérom kvapalina s nízkou viskozitou, viskózna guma alebo základný polymér s vysokou molekulovou hmotnosťou vhodný na zmiešanie do silikónovej gumy.
Zmes silikónového kaučuku: Od základného polyméru po tvarovateľný materiál
Samotný surový polydimetylsiloxánový polymér nie je vhodný na vstrekovanie. Musí byť zmiešaný s radom prísad, ktoré upravujú jeho tvrdosť, pevnosť v ťahu, predĺženie, tepelnú odolnosť, farbu a charakteristiky vytvrdzovania tak, aby zodpovedali špecifickým požiadavkám aplikácie. V tejto fáze zmiešavania sa v skutočnosti vytvára funkčný materiál zo silikónovej gumy používaný vo vstrekovacích strojoch a zahŕňa starostlivé formulovanie materiálovými chemikmi, ktorí vyrovnávajú konkurenčné požiadavky na vlastnosti a obmedzenia spracovania.
- Výstužné plnivá: Mikronizovaný oxid kremičitý je najrozšírenejším vystužovacím plnivom v zmesiach silikónového kaučuku. Pridaný v množstvách 20–50 % hmotnosti, mikronizovaný oxid kremičitý dramaticky zvyšuje pevnosť v ťahu a odolnosť proti roztrhnutiu interakciou s polymérnymi reťazcami v molekulárnom meradle. Bez vystuženia má čistý silikónový polymér veľmi nízku mechanickú pevnosť.
- Zosieťovacie činidlá: Na transformáciu lineárneho alebo slabo rozvetveného silikónového polyméru na trojrozmernú elastomérnu sieť musia byť začlenené sieťovacie činidlá. Pre vysokokonzistentnú gumu (HCR) používanú pri konvenčnom vstrekovaní sú organické peroxidy tradičným sieťovacím činidlom. V prípade tekutého silikónového kaučuku (LSR) je štandardným systémom aditívny vytvrdzovací systém katalyzovaný platinou, ktorý ponúka rýchlejšie cykly vytvrdzovania a vynikajúcu konzistenciu vlastností.
- Pigmenty a farbivá: Silikón je prirodzene priesvitný a ľahko prijíma pigmentáciu. Oxid železitý, oxid titaničitý a organické pigmenty sa pridávajú počas miešania, aby sa vytvorilo celé spektrum farieb, ktoré vyžadujú výrobcovia spotrebných produktov a zdravotníckych pomôcok.
- Pomôcky na spracovanie: Malé prídavky pomocných látok, ako sú silikónové oleje alebo vosky, zlepšujú tokové správanie zmesi počas vstrekovania, znižujú požiadavky na vstrekovací tlak a zlepšujú vypĺňanie foriem v zložitých geometriách dutín.
- Funkčné prísady: V závislosti od konečného použitia môžu byť začlenené ďalšie činidlá — spomaľovače horenia pre elektrické izolačné komponenty, antimikrobiálne činidlá pre medicínske výrobky a výrobky prichádzajúce do styku s potravinami alebo tepelné stabilizátory pre aplikácie pri vysokých teplotách.
Typy silikónu používaného pri vstrekovaní: HCR vs LSR
Vo vstrekovacích strojoch sa spracúvajú dve odlišné formy silikónového kaučuku, ktoré sa výrazne líšia svojim fyzikálnym stavom, správaním sa pri spracovaní a typom stroja, ktorý je potrebný na manipuláciu s nimi. Voľba medzi vysokokonzistentnou gumou (HCR) a tekutou silikónovou gumou (LSR) je jedným z najdôslednejších materiálových rozhodnutí pri vývoji silikónových produktov, ktoré priamo ovplyvňuje kvalitu dielu, čas cyklu, dizajn nástrojov a ekonomiku výroby.
Vysokokonzistentná guma (HCR)
HCR je pevný materiál podobný tmelu pri izbovej teplote s konzistenciou podobnou tuhému chlebovému cesta. Má vysokú molekulovú hmotnosť – zvyčajne presahujúcu jeden milión g/mol – a musí sa predhriať a spracovať predtým, ako dostatočne vytečie, aby sa mohol vstreknúť do dutiny formy. Zlúčeniny HCR sa zvyčajne vytvrdzujú pomocou organických peroxidov pri teplotách 150–200 °C a následné vytvrdzovanie pri zvýšených teplotách je často potrebné na úplné rozvinutie mechanických vlastností a odstránenie zvyškových vedľajších produktov rozkladu peroxidu. HCR je dobre zavedená na výrobu tesnení, tesnení, hadičiek a káblového príslušenstva a môže byť spracovaná na modifikovaných gumových vstrekovacích strojoch alebo lisoch na lisovanie.
Tekutý silikónový kaučuk (LSR)
LSR je dvojzložkový čerpateľný kvapalný systém dodávaný v samostatných sudoch – zložka A obsahuje základný polymér a platinový katalyzátor, zatiaľ čo zložka B obsahuje základný polymér a zosieťovadlo (zvyčajne silikón hydridová zlúčenina). Tieto dve zložky sa odmerajú v presnom pomere 1:1, zmiešajú sa v statickom alebo dynamickom mixéri a vstrekujú sa do vyhrievanej formy, kde dochádza k rýchlej reakcii vytvrdzovania, katalyzovanej platinou, typicky v priebehu 10–60 sekúnd pri teplotách formy 150–220 °C. LSR neprodukuje žiadne vedľajšie produkty vytvrdzovania, nevyžaduje žiadne dodatočné vytvrdzovanie a poskytuje výnimočnú konzistenciu dielov s rozmerovou presnosťou, ktorú je ťažké dosiahnuť pomocou HCR. Je to preferovaný materiál pre veľkoobjemovú výrobu zdravotníckych pomôcok, produktov starostlivosti o deti, komponentov nositeľnej technológie a presných priemyselných tesnení.
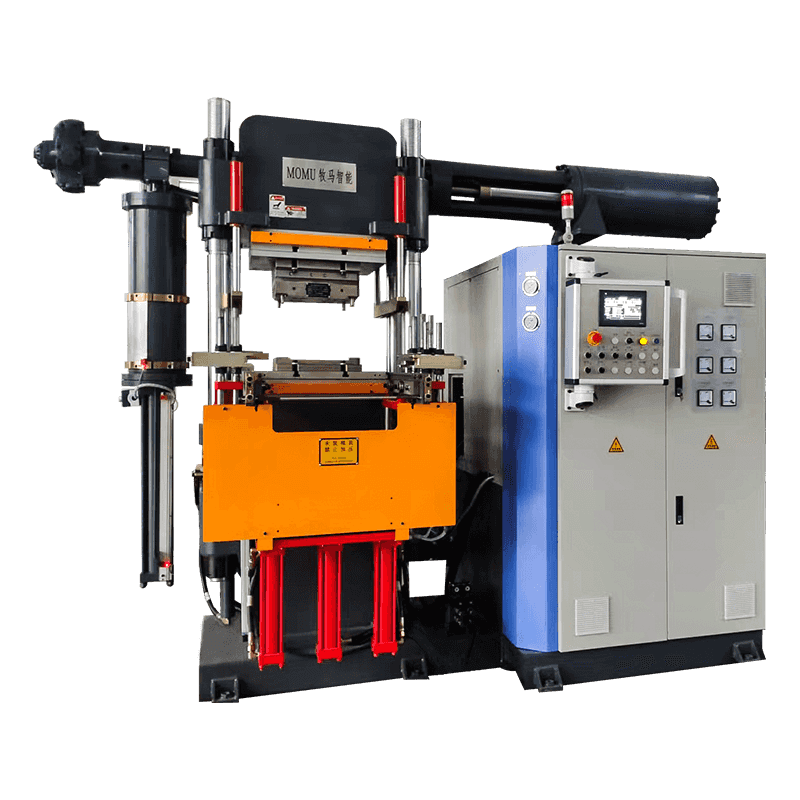
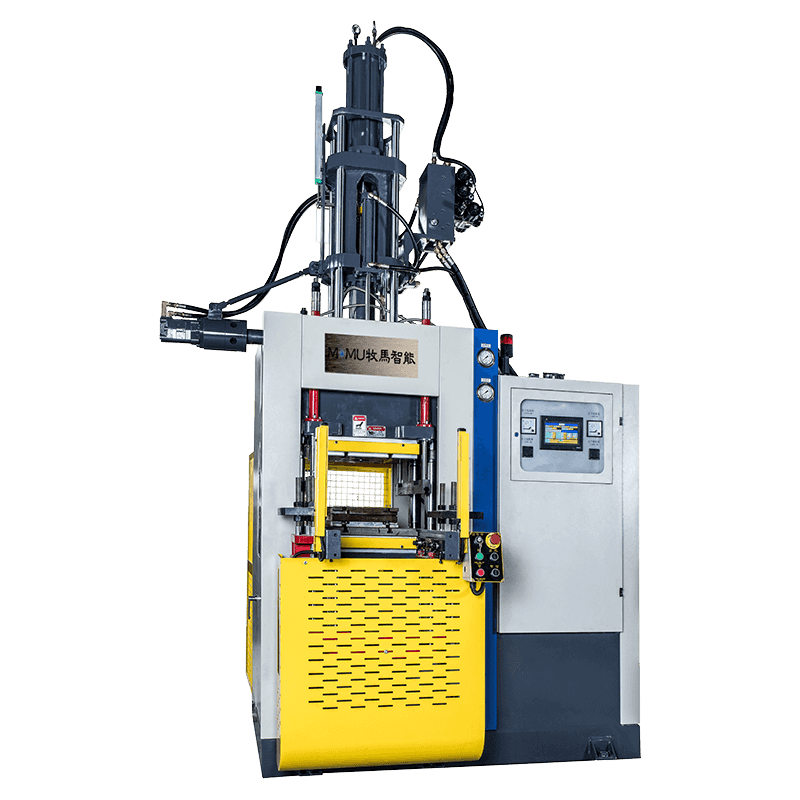
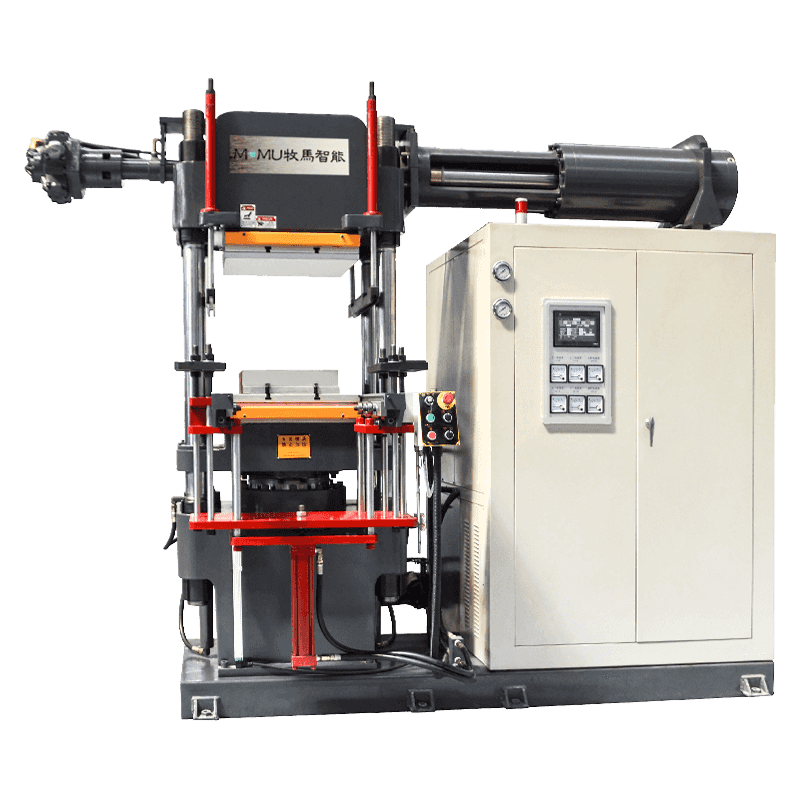
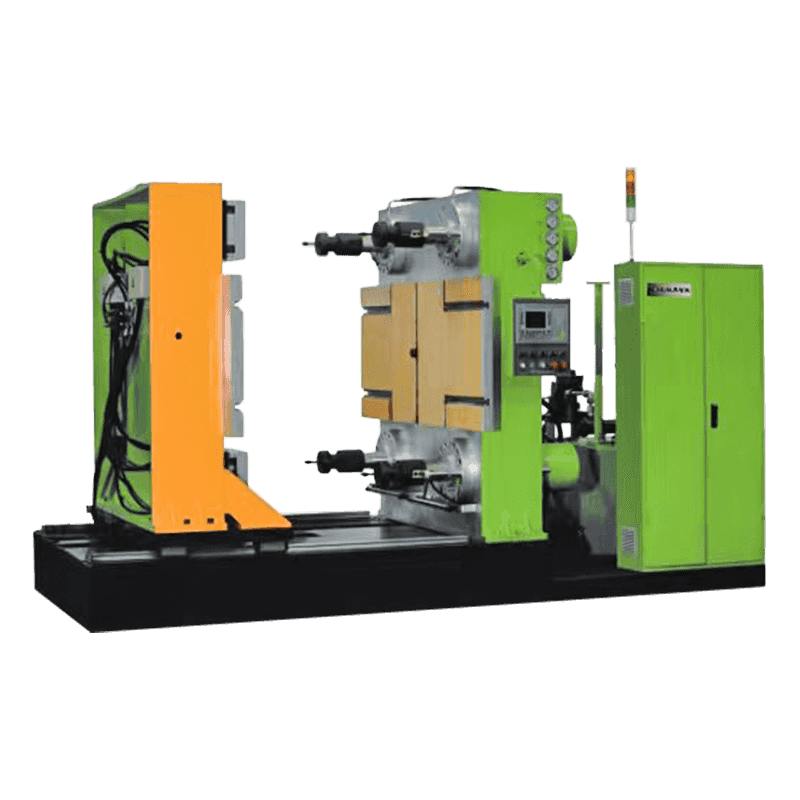
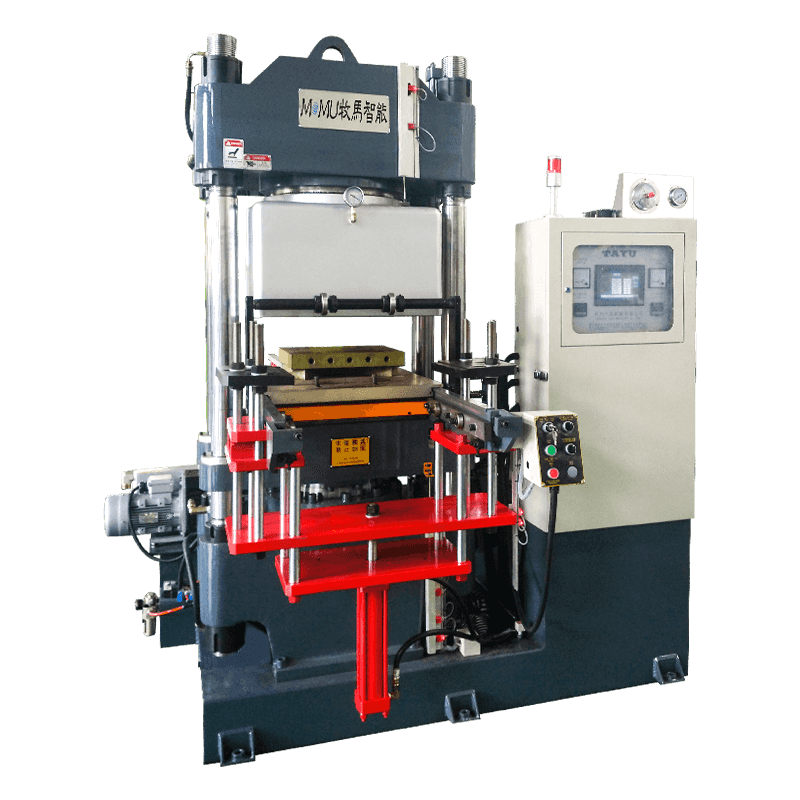
Ako funguje silikónový/gumový vstrekovací stroj
Silikón, resp stroj na vstrekovanie gumy sa zásadne líši od štandardného vstrekovacieho lisu na termoplasty v niekoľkých kritických ohľadoch, poháňaných termosetovou povahou silikónu a gumy – materiálov, ktoré pri zahriatí nevratne vytvrdzujú a nezmäknú pri zahriatí, ako to robia termoplasty. V termoplastickom stroji sa valec a skrutka zahrievajú, aby sa materiál roztavil, a forma sa ochladí, aby časť stuhla. V stroji na vstrekovanie silikónu/kaučuku musí byť materiál udržiavaný v chlade v celom vstrekovacom systéme, aby sa zabránilo predčasnému vytvrdnutiu, zatiaľ čo sa forma zahrieva, aby sa spustila a dokončila vulkanizácia.
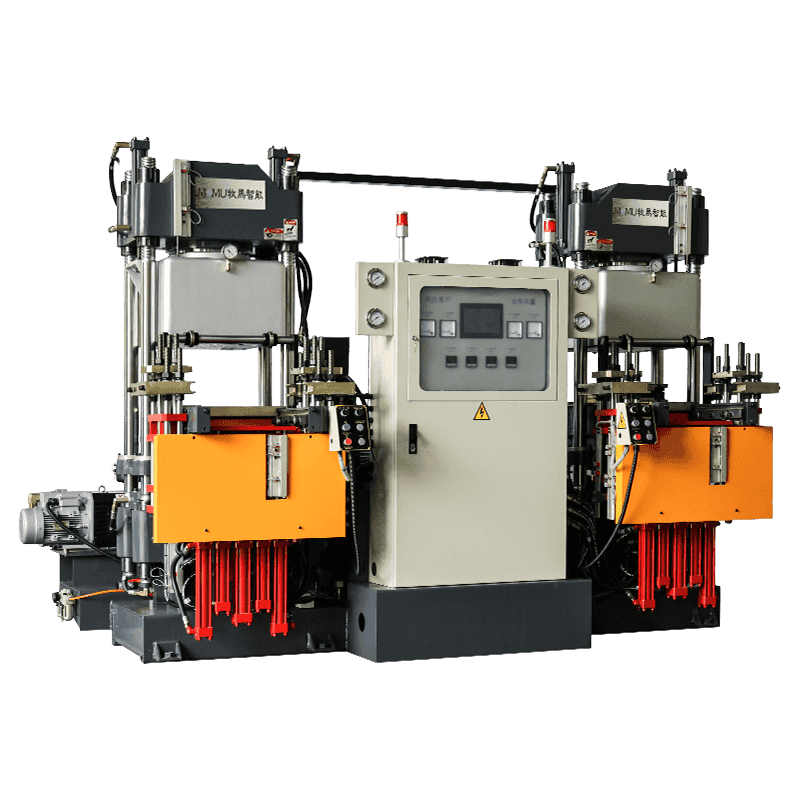
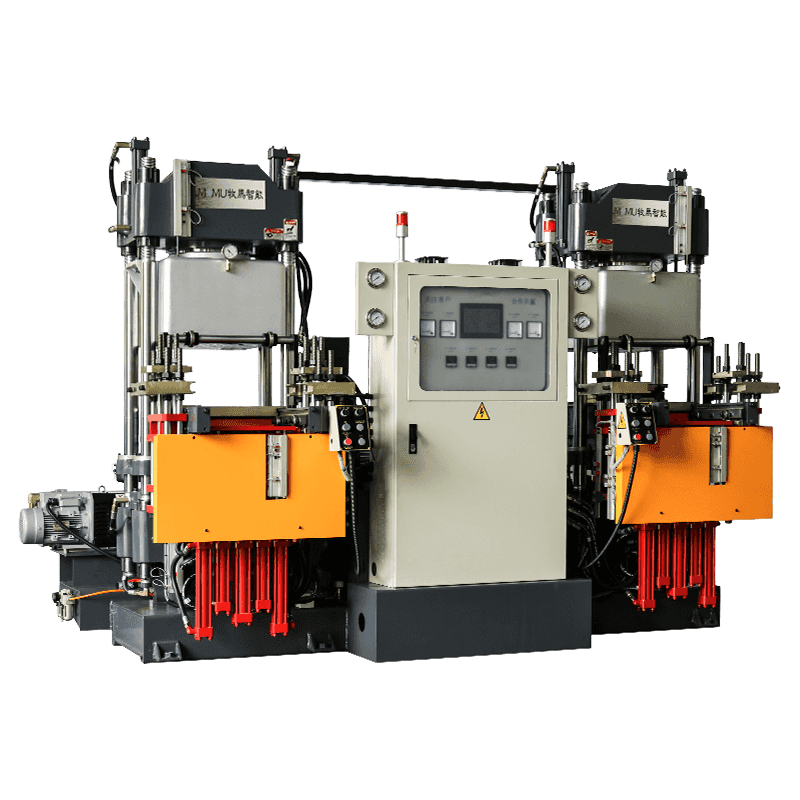
Na spracovanie LSR je vstrekovacia jednotka vybavená dvojzložkovým dávkovacím a miešacím systémom, ktorý čerpá z dvoch materiálových bubnov pomocou presných zubových čerpadiel, mieša ich v správnom pomere prostredníctvom zostavy statického miešača a dodáva zmiešaný materiál do studeného vstrekovacieho valca. Zostava valca a skrutky sa chladí – zvyčajne chladenou vodou na 5–15 °C – aby sa LSR počas cyklu vstrekovania udržala pod jej aktivačnou teplotou. Keď sa materiál vstrekne do vyhrievanej formy (150–220 °C), dramatické zvýšenie teploty aktivuje platinový katalyzátor a vytvrdzovacia reakcia sa dokončí v priebehu niekoľkých sekúnd.
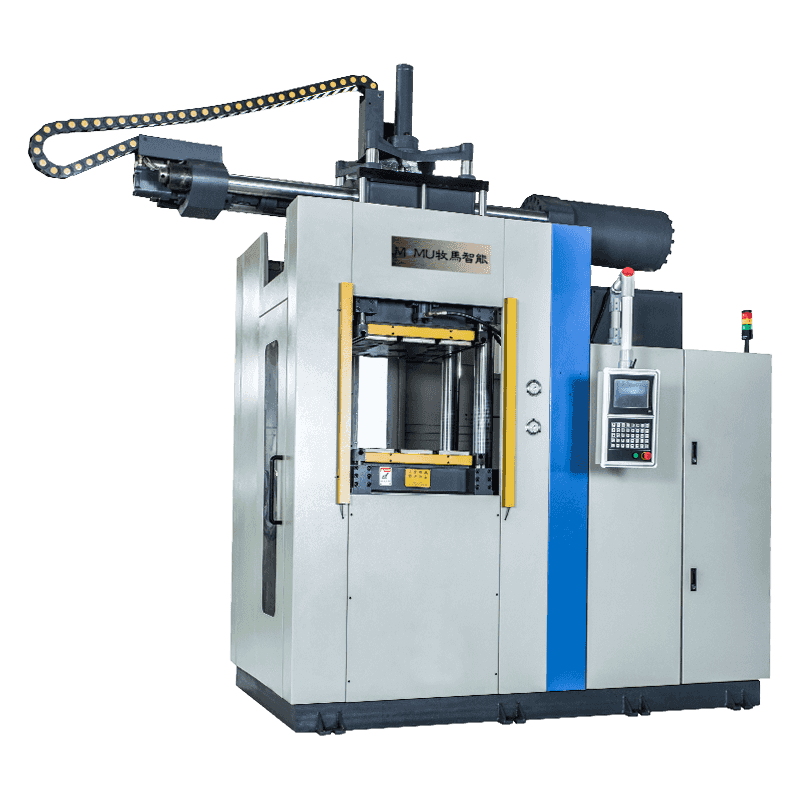
Kľúčové komponenty silikónového/gumového vstrekovacieho stroja
| Komponent | Funkcia | Špecifikácia kľúča |
| Dvojzložková dávkovacia jednotka | Presne merajte a čerpajte komponenty LSR A a B | Presnosť pomeru ±0,5 % alebo lepšia |
| Statický/dynamický mixér | Homogénne zmieša zložky A a B pred injekciou | Účinnosť miešania, nízky šmykový ohrev |
| Studený vstrekovací valec a skrutka | Dopravuje a vstrekuje materiál a zároveň zabraňuje predčasnému vytvrdnutiu | Chladenie studenou vodou, 5–15°C |
| Vyhrievaná upínacia jednotka a forma | Drží formu uzavretú pod tlakom a dodáva vytvrdzovacie teplo | 150–220 °C, upínacia sila na dutinu |
| Systém studeného vtoku | Dodáva materiál do dutín bez plytvania vytvrdnutým vtokom | Takmer nulový odpad, tepelne izolovaný |
| Riadiaci systém (CNC/PLC) | Riadi rýchlosť vstrekovania, tlak, teplotu a načasovanie | Opakovateľnosť procesov, zaznamenávanie údajov |
Úvahy o dizajne formy špecifické pre silikónové vstrekovanie
Dizajn formy na vstrekovanie silikónu vyžaduje starostlivú pozornosť na faktory, ktoré sa výrazne líšia od termoplastických nástrojov. Nízka viskozita silikónu vo forme LSR – často v porovnaní s ťažkým krémovým alebo palacinkovým cestom – znamená, že ľahko pretečie do najmenšej medzery medzi deliacimi plochami formy, čím sa vytvorí záblesk, ktorý sa musí odstrániť pri dodatočnom spracovaní. Silikónové tvarovanie bez blesku alebo takmer bez blesku si vyžaduje extrémne tesné tolerancie rovinnosti deliaceho povrchu, zvyčajne v rozmedzí 2–5 mikrónov, a presne brúsenú nástrojovú oceľ s tvrdosťou nad 48 HRC, aby sa tieto tolerancie zachovali počas miliónov cyklov.
Odvzdušňovanie je pri návrhu silikónovej formy kritické, pretože vzduch zachytený v dutinách nemôže uniknúť materiálom, ako to robí pri niektorých poréznych procesoch – zachytený vzduch vytvára dutiny, krátke výstrely alebo povrchové defekty. Na deliacej línii a v bodoch posledného plnenia každej dutiny sú zabudované vetracie kanály plytké 3–8 mikrónov. Konštrukcia vyhadzovacieho systému musí brať do úvahy aj vysokú flexibilitu a povrchovú priľnavosť vytvrdených silikónových dielov – vyberanie z formy bez trhania alebo deformácie tenkostenných prvkov si zvyčajne vyžaduje starostlivý návrh uhla sklonu, textúrovanie povrchu alebo použitie antiadhéznych povlakov, ako je PTFE alebo plazmové povrchové úpravy na povrchoch dutín.
Odvetvia a aplikácie obsluhované vstrekovaním silikónu
Kombinácia výnimočných materiálových vlastností silikónu a presnosti dosiahnuteľnej vstrekovaním robí zo strojov na vstrekovanie silikónu/kaučuku ústredný bod výroby v pozoruhodne rôznorodom spektre priemyselných odvetví. Každý sektor využíva odlišnú podmnožinu výkonnostných charakteristík silikónu a schopnosť vyrábať zložité geometrie s úzkymi toleranciami pri veľkých objemoch robí zo vstrekovania preferovanú výrobnú metódu vo všetkých z nich.
- Lekárske a farmaceutické: Biologická kompatibilita, sterilizovateľnosť a chemická inertnosť silikónu z neho robia materiál voľby pre komponenty katétrov, tesnenia implantovateľných zariadení, rukoväte chirurgických nástrojov, dýchacie masky a membrány ventilov na podávanie liekov. Vstrekovanie LSR umožňuje výrobu týchto dielov podľa noriem pre zdravotnícke pomôcky triedy III s úplnou validáciou procesu a sledovateľnosťou.
- Automobilový priemysel: Tesnenia konektorov, priechodkové krúžky, manžety zapaľovacích sviečok, hadice turbodúchadla a tesnenia pre aplikácie pod kapotou sa spoliehajú na schopnosť silikónu udržiavať tesniaci výkon pri teplotách v rozsahu od -60 °C do viac ako 200 °C počas životnosti vozidla.
- Spotrebná elektronika: Ochranné kryty, membrány gombíkov, vodotesné tesnenia pre nositeľné zariadenia a koncovky slúchadiel sú vstrekované z LSR vo vysokokavitačných nástrojoch, ktoré produkujú milióny dielov ročne s konzistentnou rozmerovou presnosťou.
- Produkty pre dojčatá a mladistvých: Cumlíky na fľaše, cumlíky, hryzátka a hroty lyžičiek na kŕmenie vyrobené z potravinárskych a FDA-kompatibilných LSR zlúčenín sa vyrábajú vo viacdutinových formách s prísnymi hygienickými výrobnými protokolmi.
- Priemysel a energetika: Elektrické izolátory pre vysokonapäťové prenosové zariadenia, membrány čerpadiel, spätné ventily a tesnenia na chemické spracovanie využívajú silikónovú kombináciu elektrického odporu, UV stability a chemickej odolnosti v náročných vonkajších a procesných prostrediach.
Od kremennej rudy privádzanej do oblúkových pecí až po precízne tvarované silikónové tesnenie na medicínskom implantáte, cesta silikónu od suroviny k hotovému produktu je cestou priemyselnej chémie a presného strojárstva, ktoré pracujú v úzkej koordinácii. Stroj na vstrekovanie silikónu/kaučuku je stredobodom tohto hodnotového reťazca – premieňa starostlivo formulovaný termosetový polymér na rozmerovo presné, vysokovýkonné komponenty, ktoré sú neviditeľne, ale neodmysliteľne zabudované do produktov, ktoré definujú moderný život.