Čo vlastne robí špeciálny formovací stroj BMC
Špeciálny formovací stroj BMC je navrhnutý špeciálne na spracovanie sypkej formovacej hmoty, termosetového materiálu vyrobeného z nenasýtenej polyesterovej živice zmiešanej so skleneným vláknom, minerálnymi plnivami a tužidlami. Na rozdiel od univerzálnych vstrekovacích lisov vyrobených pre termoplasty, stroj BMC musí zvládnuť pastu podobnú alebo tmelovú zmes, ktorá sa nevratne vytvrdzuje teplom a tlakom, a nie jednoducho tavením a opätovným tuhnutím. Tento základný chemický rozdiel riadi takmer každé konštrukčné rozhodnutie v stroji, od geometrie skrutky až po systém riadenia teploty formy.
Tieto stroje sa široko používajú na výrobu elektrických komponentov, ako sú kryty ističov, časti rozvádzačov, izolátory a telesá konektorov, ako aj automobilové diely, ako sú reflektory svetlometov, kryty motora a tepelné štíty. Príťažlivosť BMC spočíva v jeho vynikajúcich elektrických izolačných vlastnostiach, tepelnej odolnosti a rozmerovej stabilite, čo je dôvod, prečo výrobcovia investujú skôr do strojov postavených špeciálne na tento materiál, než aby prispôsobovali štandardné vstrekovacie lisy.
Základné komponenty, ktoré odlišujú stroje BMC
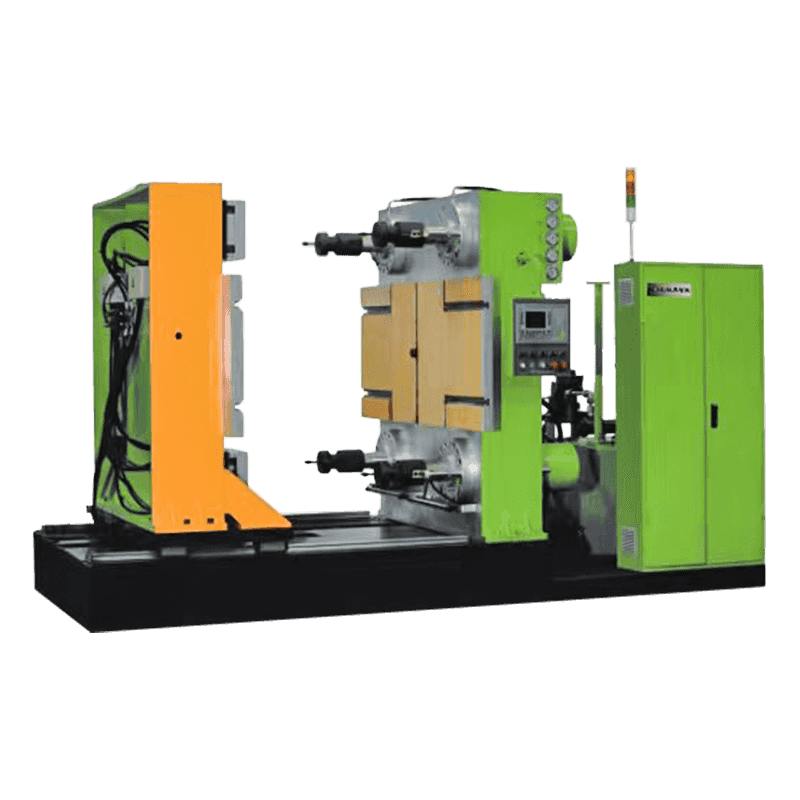
Plastifikačná jednotka na špeciálnom formovacom stroji BMC zvyčajne používa skrutku s nízkou kompresiou s malou hĺbkou letu, pretože zmes sa nemusí roztaviť tak, ako to robia plastové pelety. Namiesto toho je úlohou skrutky dopravovať a mierne ohrievať materiál bez vytvárania nadmerného šmykového tepla, ktoré by mohlo spustiť predčasné vytvrdzovanie vo vnútri samotného valca. Nadmerné strihanie je jednou z najčastejších príčin poškodenia skrutky alebo valca na týchto strojoch, takže nastavenie rýchlosti skrutky a protitlaku je oveľa konzervatívnejšie ako na typickom lise na termoplasty.
Samotná forma sa skôr zahrieva ako chladí, zvyčajne na teplotu medzi 140 °C a 170 °C v závislosti od špecifického zloženia živice, pretože vytvrdzovanie je skôr tepelne aktivovaná chemická reakcia než tuhnutie poháňané chladením. Ohrev sa zvyčajne dosahuje elektrickými ohrievačmi alebo olejovými cirkulačnými kanálmi zabudovanými do formovacích dosiek a presné, rovnomerné rozloženie teploty na povrchu formy je rozhodujúce, aby sa predišlo deformácii alebo neúplnému vytvrdnutiu v hrubších častiach dielu.
Kľúčové podsystémy na typickom stroji
- Vstrekovacia alebo prepravná jednotka na privádzanie zmesi do dutiny formy
- Vyhrievaný doskový systém pre udržanie konštantnej teploty formy
- Upínacia jednotka je dimenzovaná tak, aby odolala vnútornému tlaku generovanému počas vytvrdzovania
- Vákuový alebo odvzdušňovací systém na odstránenie zachyteného vzduchu a prchavých vedľajších produktov
- Automatický vyhadzovací systém navrhnutý na šetrnú manipuláciu s krehkými, čerstvo vytvrdenými dielmi
Konfigurácie lisovania, prenosu a vstrekovania
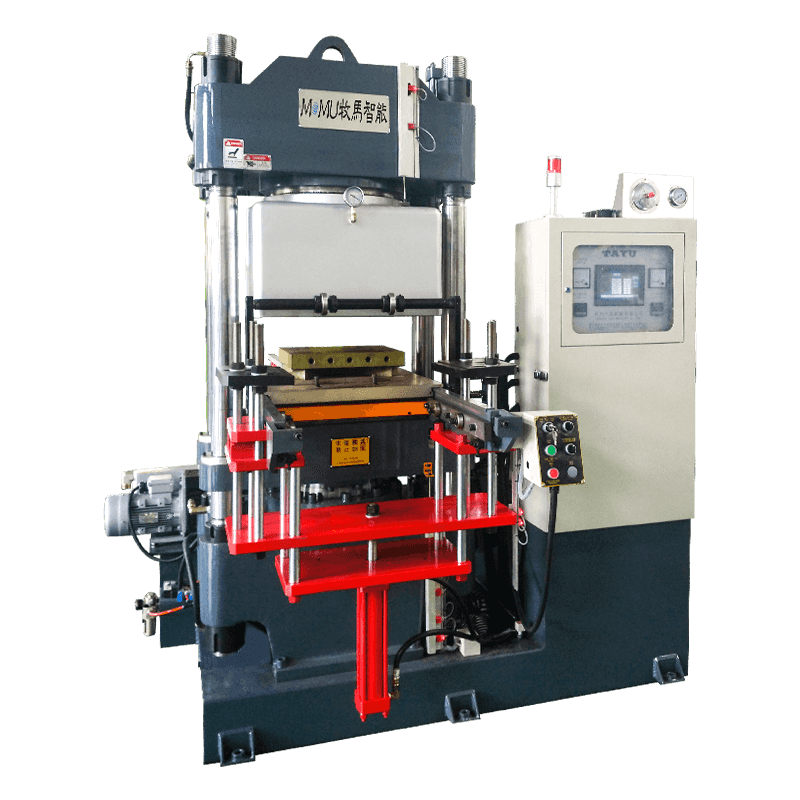
BMC špeciálne lisovacie stroje prichádzajú v troch hlavných konfiguráciách, z ktorých každá je vhodná pre rôzne geometrie dielov a objemy výroby. Lisy na lisovanie jednoducho umiestnia odmeranú dávku zmesi do otvorenej, vyhrievanej dutiny formy, potom formu zatvoria pod vysokým tlakom, aby materiál vyplnil tvar počas vytvrdzovania. Táto metóda funguje dobre pre jednoduchšie geometrie a často sa volí pre jej nižšie náklady na nástroje a šetrnejšie zaobchádzanie s výstužou z vlákien, čím sa zachováva väčšia mechanická pevnosť zmesi.
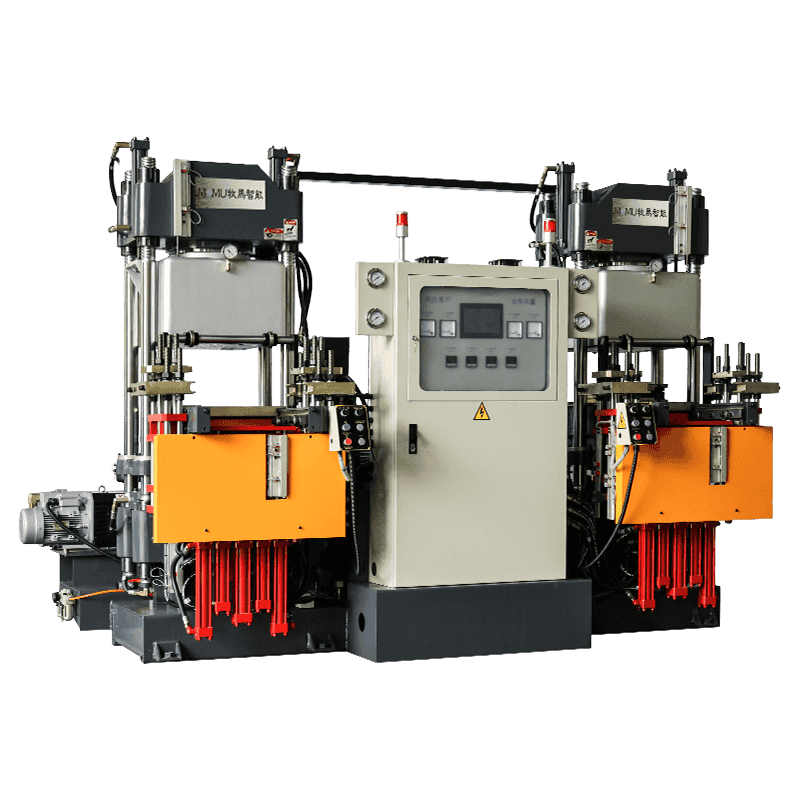
Prenosové lisovacie stroje používajú samostatný hrniec na predhriatie zmesi predtým, ako ju piest vytlačí cez bežce do uzavretej formy. To umožňuje zložitejšie geometrie dielov a lepšiu kontrolu rozmerov ako priame lisovanie, aj keď to vystavuje vláknovú výstuž o niečo väčšiemu šmyku, keď prechádza cez úzke lišty. Vstrekovacie stroje prispôsobené pre BMC to robia ešte o krok ďalej, využívajúc vratnú skrutku na kontinuálne dávkovanie zmesi priamo do uzavretej formy, čo vyhovuje veľkoobjemovej výrobe dielov s miernou zložitosťou.
Výber medzi tromi metódami
| Metóda | Najlepšie pre | Typický čas cyklu |
| Kompresia | Jednoduché tvary, časti s vysokou pevnosťou | 60 až 120 sekúnd |
| Prestup | Stredná zložitosť, tvarovanie vložiek | 45 až 90 sekúnd |
| Injekcia | Veľký objem, zložitá geometria | 20 až 60 sekúnd |
Správne nastavenie výroby
Pred spustením akejkoľvek výrobnej série by si operátori mali overiť, či sa teplota formy ustálila vo všetkých zónach, pretože teplotný rozdiel dokonca päť až desať stupňov medzi časťami veľkej formy môže spôsobiť nerovnomerné vytvrdzovanie a vnútorné napätie. Väčšina moderných strojov BMC obsahuje viaczónové regulátory teploty s nezávislými údajmi a stojí za to kontrolovať každú zónu jednotlivo, než dôverovať jednému priemernému údaju.
Hmotnosť náboja je ďalšou kritickou premennou. Príliš málo zmesi zanecháva krátke zábery alebo medzery na povrchu, zatiaľ čo príliš veľa spôsobuje záblesky a nadmerné straty materiálu na deliacej čiare. Operátori zvyčajne určia správnu hmotnosť náplne pomocou série skúšobných záberov, pričom pred každým pokusom zmes presne odvážia a upravia v malých prírastkoch, kým sa diel úplne nenaplní s minimálnym zábleskom. Akonáhle je stanovená správna hmotnosť, mala by byť zdokumentovaná a dôsledne používaná, pretože zmes BMC netoleruje druh úpravy za behu bežného u termoplastov.
Upínacia sila musí tiež zodpovedať projektovanej ploche dielu a vnútornému tlaku generovanému počas vytvrdzovania, vo všeobecnosti podľa orientačného pravidla medzi 800 a 1500 psi projektovanej plochy, aj keď sa to líši v závislosti od konkrétneho zloženia zmesi a geometrie dielu. Nedostatočné upnutie vedie k otrasom a rozmerovej nepresnosti, zatiaľ čo nadmerné upnutie môže urýchliť opotrebovanie formy a spojovacích tyčí bez zlepšenia kvality dielu.
Riadenie doby vytvrdzovania a účinnosti cyklu
Čas vytvrdzovania je jediným najväčším faktorom určujúcim, koľko dielov dokáže stroj BMC vyrobiť za hodinu a závisí od hrúbky dielu, teploty formy a špecifického vytvrdzovacieho činidla použitého v zmesi. Hrubšie časti vyžadujú dlhšie časy vytvrdzovania, pretože teplo musí preniknúť do jadra pred dokončením reakcie v celej časti a príliš skoré vytiahnutie časti riskuje deformáciu alebo neúplné mechanické vlastnosti, aj keď povrch vyzerá úplne vytvrdený.
Mnoho výrobcov používa všeobecný návod na vytvrdzovanie približne tridsať sekúnd na milimeter hrúbky steny pri štandardných teplotách formy, aj keď by sa to malo vždy overiť podľa údajového listu konkrétneho dodávateľa živice a nie ako univerzálne pravidlo. Spustenie testu diferenciálnej skenovacej kalorimetrie na novej šarži zlúčeniny môže pomôcť potvrdiť skutočnú kinetiku vytvrdzovania pred tým, než sa zaviažete k času výrobného cyklu, najmä pri zmene dodávateľa alebo šarže živice.
Faktory, ktoré ovplyvňujú čas cyklu
- Hrúbka steny časti a celková hmotnosť materiálu
- Teplota povrchu formy a rovnomernosť medzi dutinami
- Typ vytvrdzovacieho činidla a koncentrácia v zmesi
- Prítomnosť kovových vložiek, ktoré môžu pôsobiť ako chladiče a spomaľujú lokálne vytvrdzovanie
- Počet dutín a ako je medzi nimi rovnomerne rozložená zlúčenina
Bežné chyby a ich hlavné príčiny
Pretože tvarovanie BMC zahŕňa skôr chemickú vytvrdzovaciu reakciu než jednoduché tuhnutie, chyby často súvisia skôr s tepelnými problémami alebo problémami s načasovaním, než s mechanickými nastaveniami, ktoré dominujú pri riešení problémov s termoplastmi. Napríklad tvorba pľuzgierov na povrchu je zvyčajne výsledkom zachytených prchavých látok alebo vzduchu, ktorý nemohol uniknúť predtým, ako sa povrch prekryl, čo poukazuje na potrebu lepšieho odvetrávania formy alebo upravenej postupnosti vákua, a nie na zmenu rýchlosti vstrekovania.
| Defekt | Pravdepodobná príčina | Odporúčaná oprava |
| Povrchové pľuzgiere | Zachytené prchavé látky alebo vzduch | Zlepšite odvetrávanie, upravte načasovanie vákua |
| Deformovanie po vysunutí | Nedostatočný čas vytvrdzovania alebo nerovnomerné teplo formy | Predĺžte vytvrdzovanie, vyvážte zóny ohrievača |
| Nadmerný blesk | Prebitie alebo nízka upínacia sila | Znížte hmotnosť náplne, skontrolujte tonáž svorky |
| Prehliadka vlákien alebo drsnosť | Nadmerné strihanie počas kŕmenia | Znížte rýchlosť skrutky a protitlak |
Postupy údržby, ktoré predlžujú životnosť stroja
Vytvrdené zvyšky BMC, ktoré zostali na povrchu valca, bežcov alebo foriem, sú abrazívne a môžu urýchliť opotrebovanie skrutiek, kontrolných krúžkov a povrchov dutín, ak sa pravidelne nečistia. Väčšina zariadení plánuje na konci každej zmeny dôkladné prečistenie a mechanické čistenie pomocou špeciálnych čistiacich zmesí určených na zmäkčenie vytvrdnutých zvyškov živice bez poškodenia chrómovaných povrchov foriem.
Ohrievacie pásy a termočlánky by sa mali kontrolovať podľa pevne stanoveného plánu, pretože zlyhávajúca zóna ohrievača sa často prejaví najskôr ako jemný posun kvality a nie ako zjavná chyba stroja. Vedenie denníka údržby, v ktorom sa zaznamenávajú hodnoty odporu ohrievača, merania opotrebovania skrutiek a trendy hydraulického tlaku v priebehu času, značne uľahčuje zachytenie vznikajúceho problému skôr, ako spôsobí dávku šrotu dielov.
Stav hydraulickej kvapaliny si tiež zasluhuje pravidelnú pozornosť, pretože vysoké upínacie sily spojené s lisovaním BMC neustále zaťažujú tesnenia a ventily. Výmena filtrov podľa plánu a monitorovanie teploty kvapaliny počas dlhých výrobných sérií pomáha predchádzať postupnému posunu tlaku, ktorý môže ticho ovplyvniť tonáž svorky a rozmery dielov počas týždňov prevádzky.
Výber správneho stroja pre vašu aplikáciu
Pri posudzovaní nákupu špeciálneho lisovacieho stroja BMC priraďte upínaciu tonáž a veľkosť výstrelu vašej najväčšej očakávanej súčiastke a nie priemernej súčiastke, pretože poddimenzovanie stroja pre budúce projekty je bežnou a nákladnou chybou. Zvážte tiež, či sa váš produktový mix prikláňa k jednoduchým častiam s vysokou pevnosťou, ktoré uprednostňujú lisovanie, alebo k zložitým geometriám s vložkami, ktoré uprednostňujú konfigurácie prenosu alebo vstrekovania.
Nakoniec sa pozorne pozrite na počet zón a odozvu systému riadenia teploty, pretože nekonzistentné zahrievanie formy je jedným z najtrvalejších zdrojov kolísania kvality pri výrobe BMC. Stroj s jemnejším zónovým ovládaním a rýchlejšou odozvou ohrievača bude vo všeobecnosti vyrábať konzistentnejšie diely v rámci dlhých výrobných sérií, aj keď sú počiatočné náklady o niečo vyššie ako pri jednoduchšej alternatíve.