Ako funguje stroj na vstrekovanie gumy
A stroj na vstrekovanie gumy transformuje surovú gumovú zmes na hotové diely zahriatím materiálu a jeho vytlačením pod tlakom do uzavretej dutiny formy. Na rozdiel od lisovania, ktoré umiestňuje surovú gumu priamo do otvorenej formy, vstrekovanie predplastifikuje gumu vo vyhrievanom sude pred jej vstrekovaním cez trysku do utesnenej formy. Tento proces umožňuje rýchlejšie časy cyklov, užšie tolerancie a menší odpad materiálu, vďaka čomu je obzvlášť vhodný pre veľkoobjemovú výrobu komponentov z technickej gumy.
Kaučuková zmes sa zvyčajne dodáva do stroja vo forme pásikov alebo peliet. Rotujúca skrutka alebo piest posúva materiál cez valec, zatiaľ čo ohrievacie prvky ho privádzajú na správnu teplotu spracovania. Keď kaučuk dosiahne optimálnu viskozitu, vstrekne sa do dutiny formy, kde vytvrdne pod kontrolovaným teplom a tlakom a potom sa vyhodí ako hotový diel.
Hlavné komponenty stroja
Pochopenie každého hlavného komponentu pomáha operátorom riešiť problémy vo výrobe a optimalizovať nastavenia pre rôzne gumové zmesi a geometrie dielov.
Základné časti a ich funkcie
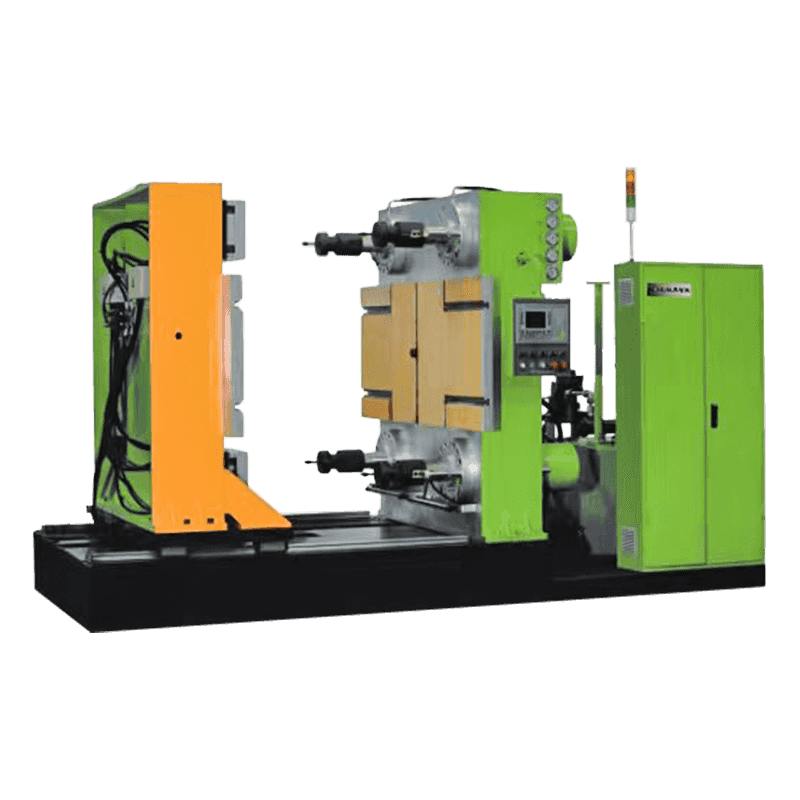
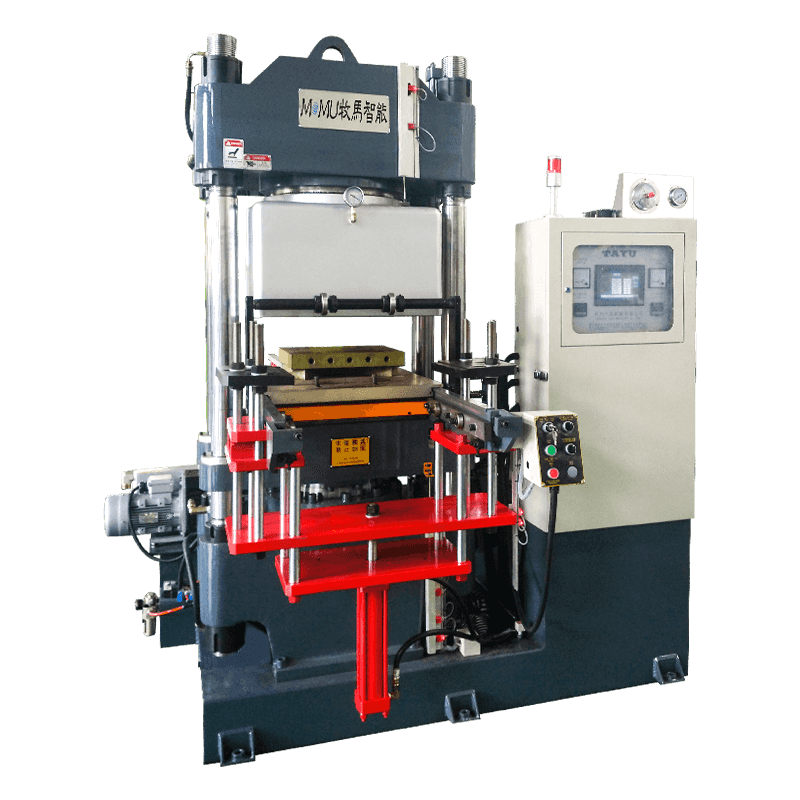
- Vstrekovacia jednotka: plastifikuje a vstrekuje gumovú zmes do formy
- Upínacia jednotka: drží polovice formy pohromade pod vysokým tlakom počas vstrekovania a vytvrdzovania
- Vyhrievací systém: udržuje presné teploty valca a formy pre konzistentné vytvrdzovanie
- Hydraulický alebo elektrický pohon: poháňa otáčanie skrutky, vstrekovanie a upínací pohyb
- Riadiaci systém: riadi teplotu, tlak, rýchlosť vstrekovania a načasovanie cyklu
- Vyhadzovací systém: po vytvrdnutí uvoľní hotový diel z formy
Moderné stroje čoraz viac využívajú elektrické systémy pohonu namiesto čisto hydraulických, ktoré ponúkajú presnejšiu kontrolu rýchlosti vstrekovania a znižujú spotrebu energie počas prestávok medzi cyklami.

Porovnanie vstrekovania s inými metódami tvarovania gumy
Výrobcovia, ktorí si vyberajú proces formovania, by mali zvážiť vstrekovanie do formy s lisovaním a pretlačovaním, pretože každá metóda ponúka odlišné výhody v závislosti od zložitosti dielu, objemu výroby a rozpočtu.
| Metóda | Čas cyklu | Materiálový odpad | Najlepšie pre |
| Vstrekovanie | Rýchlo | Nízka | Veľkoobjemové, zložité diely |
| Lisovanie lisovaním | pomalšie | Vyššie | Jednoduché tvary, nízky objem |
| Pretlačovacie lisovanie | Mierne | Mierne | Časti s kovovými vložkami |
Vstrekovanie sa vo všeobecnosti ukazuje ako nákladovo efektívnejšie v meradle napriek vyšším počiatočným nákladom na nástroje, pretože skrátené časy cyklov a nižší odpad kompenzujú počiatočnú investíciu pri veľkých výrobných sériách.
Spoločné aplikácie v rôznych odvetviach
Gumové vstrekovacie stroje vyrábajú širokú škálu komponentov používaných v automobilovom priemysle, zdravotníctve, elektrotechnike a výrobe spotrebného tovaru. Proces je obzvlášť cenený pre diely vyžadujúce prísne rozmerové tolerancie alebo konzistentné fyzikálne vlastnosti vo veľkých sériách.
Typické produkty vyrobené vstrekovaním
- Automobilové tesnenia, tesnenia a priechodky
- Komponenty zdravotníckych pomôcok, ako sú tesnenia a zátky
- Elektrické konektory a izolačné diely
- O-krúžky a priemyselné tesnenia
- Spotrebné produkty, ako sú rukoväte, tesnenia a ochranné kryty
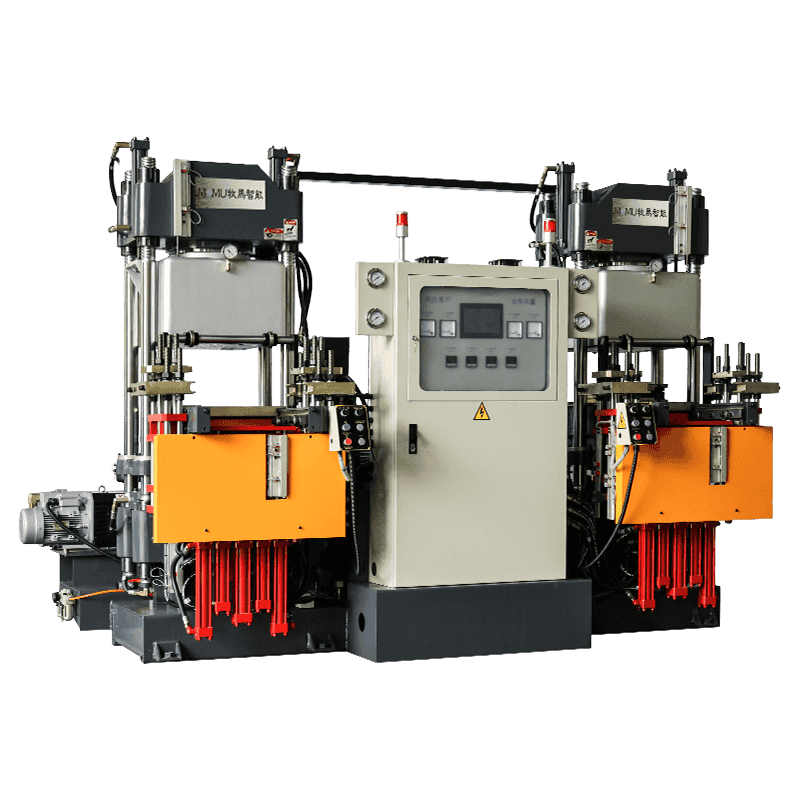
Pretože vstrekovanie podporuje viacdutinové formy, výrobcovia môžu vyrábať desiatky identických dielov v jednom cykle, čím sa výrazne zvyšuje priepustnosť v porovnaní so zostavami lisovania s jednou dutinou.
Kľúčové faktory ovplyvňujúce kvalitu lisovaných dielov
Dosiahnutie konzistentných gumových dielov bez defektov závisí od starostlivého riadenia niekoľkých procesných premenných počas výroby. Malé odchýlky teploty alebo tlaku môžu viesť k poruchám, ako je záblesk, pórovitosť alebo neúplné vytvrdnutie.
Kritické procesné premenné na monitorovanie
Vstrekovací tlak a rýchlosť určujú, ako úplne guma vyplní dutinu formy pred začatím vytvrdzovania, pričom nedostatočný tlak často spôsobuje krátke výstrely alebo slabé pletené línie. Teplota valca a formy musí zostať v rozsahu odporúčanom výrobcom zmesi, pretože prehriatie môže spôsobiť predčasné vytvrdnutie vo vnútri valca, známe ako pripálenie, zatiaľ čo nedostatočné teplo vedie k neúplnému vytvrdnutiu a slabším mechanickým vlastnostiam.
Čas vytvrdzovania tiež zohráva významnú úlohu v kvalite dielov a efektívnosti výroby. Predĺženie doby vytvrdzovania nad rámec toho, čo je nevyhnutné, znižuje priepustnosť bez zlepšenia výkonu dielov, zatiaľ čo príliš krátke skrátenie predstavuje riziko nedostatočne vytvrdených dielov, ktoré neprejdú testovaním odolnosti. Výrobcovia zvyčajne používajú skúšobné šarže s rôznymi časmi vytvrdzovania, aby identifikovali optimálnu rovnováhu medzi kvalitou a účinnosťou cyklu pre každú špecifickú zmes.
Tipy na údržbu pre dlhodobý výkon stroja
Rutinná údržba zabezpečuje efektívnu prevádzku stroja na vstrekovanie gumy a pomáha predchádzať neplánovaným prestojom, ktoré môžu narušiť výrobné plány. Zavedenie konzistentnej rutiny údržby tiež predlžuje životnosť kritických komponentov, ako sú skrutky, valce a formy.
Denné úlohy by mali zahŕňať čistenie zvyškov gumy z trysiek a povrchov formy, pretože nánosy môžu spôsobiť chyby v nasledujúcich častiach a zvýšiť opotrebovanie dutín formy. Týždenné kontroly by mali overiť hladiny hydraulickej kvapaliny a skontrolovať tesnosť tesnení, pretože poruchy hydraulického systému patria medzi najčastejšie príčiny neočakávaných prestojov stroja.
Pravidelná kontrola vykurovacích telies a snímačov teploty zaisťuje presné údaje, pretože chybné snímače môžu ticho spôsobiť problémy s kvalitou dlho predtým, než spustia viditeľnú poruchu. Vedenie podrobných záznamov o údržbe tiež pomáha identifikovať vzory opotrebovania v priebehu času, čo umožňuje manažérom závodu plánovať výmenu dielov proaktívne, namiesto reaktívnej reakcie na poruchy.