Čo je stroj na upínanie tekutých silikónových foriem a prečo na tom záleží?
A stroj na upínanie tekutých silikónových foriem — bežne označovaný ako LSR (Liquid Silicone Rubber) vstrekovací stroj s integrovaným upínacím systémom — je špecializovaným výrobným zariadením určeným na spracovanie dvojzložkového tekutého silikónového kaučuku na presné lisované diely. Na rozdiel od konvenčných vstrekovacích lisov na termoplasty musia stroje LSR manipulovať s materiálom, ktorý sa za studena podáva do vyhrievanej dutiny formy, kde podlieha skôr vulkanizačnej (tvrdzovacej) reakcii než tuhnutiu na báze chladenia. Upínacia jednotka zohráva v tomto procese kľúčovú úlohu tým, že udržiava presnú a konzistentnú silu uzatvárania formy počas vstrekovania, plnenia a vytvrdzovania – zabraňuje vzplanutiu, zabezpečuje rozmerovú presnosť a chráni formu pred poškodením spôsobeným vnútorným vstrekovacím tlakom.
Dôležitosť upínacieho systému je umocnená pri spracovaní tekutého silikónu, pretože LSR má extrémne nízku viskozitu v porovnaní s termoplastmi – často v rozsahu 100 000 až 300 000 mPa·s pred vytvrdnutím. Táto nízka viskozita znamená, že materiál ľahko prúdi do najmenších medzier medzi deliacimi plochami formy, vďaka čomu sú aj menšie nedostatky upínacej sily okamžite viditeľné ako defekty na povrchu dielu. Správne špecifikovaný a kalibrovaný upínací stroj eliminuje toto riziko a zároveň umožňuje konfigurácie nástrojov s vysokou dutinou, ktoré maximalizujú efektivitu výroby.
Hlavné komponenty a ako funguje upínací systém
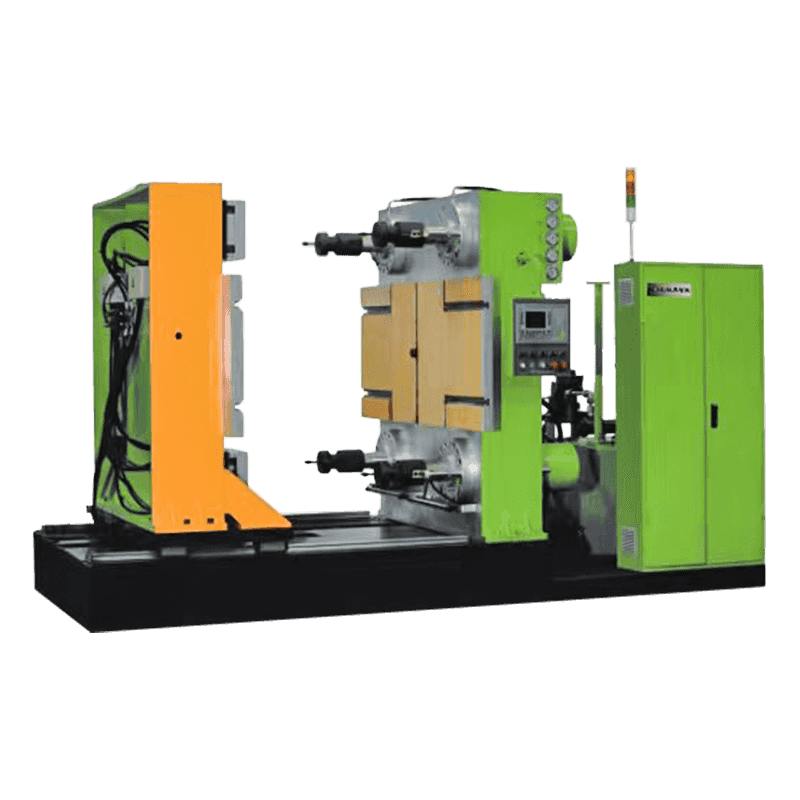
Pochopenie architektúry stroja na upínanie tekutých silikónových foriem pomáha výrobcom robiť informované nákupné a prevádzkové rozhodnutia. Stroj sa skladá z dvoch integrovaných podsystémov: vstrekovacej jednotky, ktorá odmeriava, mieša a vstrekuje dvojzložkový LSR, a upínacej jednotky, ktorá otvára, zatvára a uzamyká formu riadenou silou. Pre aplikácie tekutého silikónu musia oba subsystémy spĺňať normy podstatne náročnejšie ako štandardné stroje na termoplasty.
Upínacia jednotka
Upínacia jednotka pozostáva zo stacionárnej dosky, pohyblivej dosky, spojovacích tyčí (alebo rámu bez spojovacích tyčí v niektorých prevedeniach) a upínacieho pohonu – ktorý môže byť hydraulický, kĺbovo-mechanický alebo servoelektrický v závislosti od konštrukcie stroja. Pohyblivá doska sa pohybuje pozdĺž spojovacích tyčí alebo vodiacich líšt rámu na otváranie a zatváranie formy. Po úplnom zatvorení formy upínací pohon aplikuje menovitú upínaciu silu – meranú v kilonewtonoch (kN) alebo tonách – na uzamknutie polovíc formy k sebe proti vstrekovaciemu tlaku, ktorý ich od seba oddeľuje počas plnenia materiálu.
Pri spracovaní LSR musí upínacia jednotka obsahovať aj vyhrievanú formu (zvyčajne udržiavanú na 170–220 °C), zatiaľ čo vstrekovací systém zostáva studený (5–15 °C). Tento tepelný kontrast znamená, že konštrukcia rámu stroja a dosky musí zohľadňovať rozdielnu tepelnú rozťažnosť, aby sa zachovala rovnobežnosť a konzistentné rozloženie upínacej sily naprieč tvárou formy – čo je kritické pre dosiahnutie rovnomerných častí bez výronov v nástrojoch s viacerými dutinami.
Vstrekovacia a dávkovacia jednotka
Vstrekovacia jednotka pre stroje LSR sa zásadne líši od termoplastových jednotiek. Pozostáva z dvojzložkového čerpacieho a dávkovacieho systému – zvyčajne v objemovom pomere 1:1 zložky A (základný polymér) a zložky B (sieťovadlo/katalyzátor) – kombinovaného v statickom alebo dynamickom mixéri pred vstupom do studeného valca a vstrekovacej skrutky. Systémy dávkovania pigmentu môžu byť integrované inline pre farebné diely LSR. Vstrekovacia skrutka je chladená, aby sa zabránilo predčasnej vulkanizácii v hlavni, a dýza obsahuje ihlový uzatvárací ventil, ktorý zabraňuje slintaniu medzi výstrelmi.
Kľúčové technické špecifikácie, ktoré treba posúdiť pri výbere stroja
Výber tekutého silikónového upínacieho stroja vyžaduje starostlivé vyhodnotenie niekoľkých vzájomne závislých technických parametrov. Poddimenzovanie akejkoľvek jednotlivej špecifikácie vzhľadom na vaše nástroje a výrobné požiadavky môže viesť k pretrvávajúcim problémom s kvalitou alebo poškodeniu stroja. Nasledujúca tabuľka sumarizuje najdôležitejšie špecifikácie a ich praktický význam:
| Špecifikácia | Typický rozsah | Prečo na tom záleží |
| Upínacia sila | 50 – 4 000 kN | Musí prekročiť projektovaný tlak v dutine, aby sa zabránilo vzplanutiu |
| Veľkosť dosky | 200×200 mm – 1000×1000 mm | Určuje maximálne rozmery základne formy |
| Otváranie denným svetlom | 200 – 800 mm | Musí sa prispôsobiť výške formy a zdvihu odformovania |
| Objem injekcie | 2 – 3 000 cm³ | Musí zodpovedať celkovej hmotnosti strely vrátane bežcov |
| Presnosť merania | ±0,5% alebo lepšie | Zabezpečuje konzistentný pomer A:B a rovnomernosť vytvrdzovania |
| Kontrola teploty formy | Až do 250°C | Riadi rýchlosť vytvrdzovania a kvalitu dielov |
| Teplota valca/dýzy | 5 – 20 °C (chladené) | Zabraňuje predčasnej vulkanizácii v kŕmnom systéme |
| Typ upínacieho pohonu | Hydraulický / Prepínací / Servoelektrický | Ovplyvňuje presnosť, spotrebu energie a nároky na údržbu |
Hydraulické vs. prepínačové vs. plne elektrické upínanie: Výber správneho pohonu
Výber typu upínacieho pohonu je jedným z najdôslednejších rozhodnutí pri špecifikácii stroja na upínanie tekutých silikónových foriem. Každá technológia pohonu ponúka zreteľný súbor kompromisov, pokiaľ ide o konzistentnosť sily, energetickú účinnosť, presnosť a požiadavky na údržbu – z ktorých všetky majú významné dôsledky najmä pre spracovanie LSR.
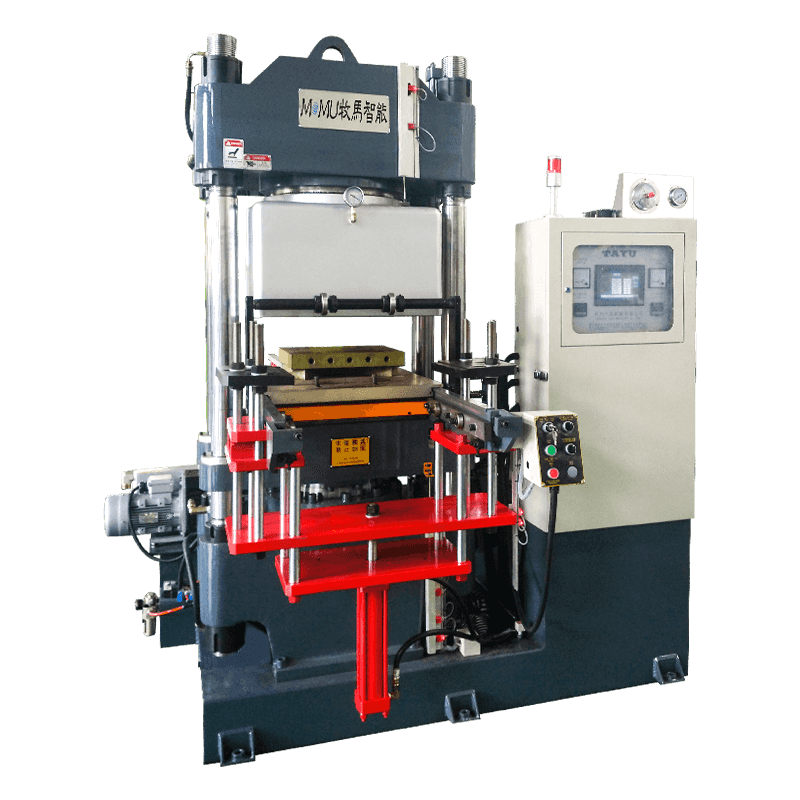
Hydraulické upínanie
Hydraulické upínacie systémy využívajú tlakový olej na priame ovládanie upínacieho valca. Ponúkajú vysoké upínacie sily v kompaktných rámoch strojov, vďaka čomu sú vhodné pre veľkotonážne stroje LSR vyrábajúce diely s veľkými rozmermi, ako sú automobilové tesnenia, tesnenia alebo veľké kryty lekárskych zariadení. Hydraulické systémy poskytujú plynulé, nepretržité pôsobenie sily a sú relatívne tolerantné voči vychýleniu formy. Neustále však spotrebúvajú energiu na udržanie hydraulického tlaku, generujú teplo, ktoré sa musí riadiť, a vyžadujú pravidelnú údržbu hydraulickej kvapaliny a kontroly tesnení, aby sa predišlo kontaminácii – problém pri výrobe LSR v čistých priestoroch pre lekárske aplikácie alebo aplikácie prichádzajúce do kontaktu s potravinami.
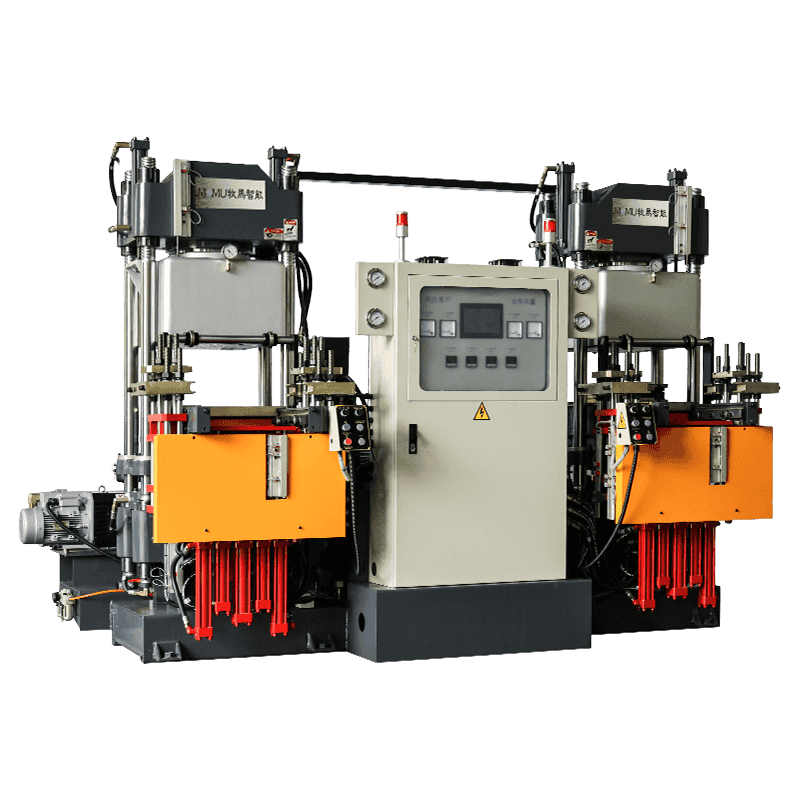
Prepínacie upínanie
Preklápacie mechanizmy využívajú mechanický spojovací systém poháňaný hydraulickým alebo servopohonom na geometrické znásobenie sily, keď sa prepínače priblížia k svojej úplne vysunutej (uzamknutej) polohe. Táto konštrukcia poskytuje veľmi vysokú upínaciu silu na konci zdvihu s porovnateľne nízkou námahou ovládača, vďaka čomu je energeticky úsporná pre aplikácie s vysokým cyklom. Kĺbové stroje sú široko používané v strednej až veľkej výrobe LSR a ponúkajú rýchle časy sušenia. Primárnym obmedzením je, že upínacia sila je citlivá na výšku formy – úpravy sa musia vykonať presne pri výmene foriem, aby sa zabezpečilo, že prepínač dosiahne úplné vysunutie v správnom bode uzavretia formy, čo si vyžaduje starostlivé postupy nastavenia.
All-elektrické (servo-elektrické) upínanie
Plne elektrické upínacie stroje používajú servomotory poháňajúce mechanizmy guľôčkových skrutiek na otváranie, zatváranie a aplikáciu upínacej sily. Táto technológia poskytuje najvyššiu úroveň opakovateľnosti a polohovej presnosti – kritickú pre diely LSR s vysokou toleranciou používané v lekárskych zariadeniach, optických komponentoch a aplikáciách mikrotvarovania. Plne elektrické stroje spotrebúvajú energiu iba vtedy, keď sú v pohybe, nevytvárajú žiadne hydraulické teplo a nevytvárajú žiadne riziko kontaminácie olejom, čo z nich robí preferovanú voľbu pre prostredia čistých priestorov triedy ISO. Ich vyššia počiatočná nákupná cena sa zvyčajne časom kompenzuje nižšími prevádzkovými nákladmi, zníženou údržbou a vynikajúcou konzistenciou procesov.

Odvetvia a aplikácie, ktoré sa spoliehajú na upínacie stroje LSR
Stroje na upínanie foriem z tekutého silikónu slúžia pozoruhodne rôznorodému spektru priemyselných odvetví, poháňaných jedinečnou kombináciou biologickej kompatibility, tepelnej stability, elektrickej izolácie a odolnosti LSR. Pochopenie toho, ktoré odvetvia sa najviac spoliehajú na túto technológiu, pomáha uviesť do kontextu požiadavky na výkon strojov, ktoré sú v každom sektore najdôležitejšie.
- Zdravotnícke pomôcky a zdravotná starostlivosť: LSR je v súlade s FDA, autoklávovateľný a biokompatibilný, vďaka čomu je nevyhnutný na výrobu dýchacích masiek, komponentov katétrov, ventilových membrán, tesnení striekačiek, ušných koncoviek načúvacích prístrojov a rukovätí chirurgických nástrojov. Stroje používané v tomto sektore musia spĺňať štandardy kompatibility čistých priestorov a poskytovať plnú sledovateľnosť parametrov procesu.
- Automobilový priemysel: Tesniace systémy, manžety zapaľovacích sviečok, tesnenia konektorov a kryty snímačov vyrobené z LSR vyžadujú veľkosériovú výrobu s prísnymi rozmerovými toleranciami. Viacdutinové nástroje s horúcimi vtokmi, ktoré pracujú na veľkotonážnych upínacích strojoch, sú štandardom v zariadeniach dodávateľov automobilovej úrovne 1.
- Produkty pre dojčatá a dojčatá: Cumlíky na fľaše, cumlíky, krúžky na kŕmenie a príslušenstvo na kŕmenie sa vyrábajú z potravinárskeho LSR na strojoch validovaných tak, aby spĺňali bezpečnostné normy, ako sú FDA 21 CFR a EU 10/2011 pre materiály prichádzajúce do styku s potravinami.
- Spotrebná elektronika: Vodotesné tesnenia pre smartfóny, inteligentné hodinky a slúchadlá; membrány spínačov klávesnice; a komponenty nositeľného zariadenia prichádzajúce do kontaktu s pokožkou sa čoraz častejšie vyrábajú z LSR kvôli jeho odolnosti a hmatovým vlastnostiam.
- Priemyselné tesnenie a kontrola tekutín: O-krúžky, membrány a špeciálne tesnenia pre čerpadlá, ventily a zariadenia na chemické spracovanie ťažia z odolnosti LSR voči extrémnym teplotám (-60°C až 230°C), UV žiareniu a agresívnym chemikáliám.
Procesné parametre, ktoré priamo ovplyvňujú výkon upnutia a kvalitu dielu
Dokonca aj najpresnejšie špecifikovaný stroj na upínanie tekutých silikónových foriem bude produkovať chybné diely, ak parametre procesu nie sú správne stanovené a udržiavané. Lisovanie LSR je citlivé na zhluk vzájomne súvisiacich premenných, ktoré musia operátori a procesní inžinieri neustále monitorovať a optimalizovať.
- Upínacia sila vs. projektovaná plocha dutiny: Vypočítajte požadovanú upínaciu silu vynásobením celkovej projektovanej plochy všetkých dutín a líšt (v cm²) priemerným vstrekovacím tlakom (v kN/cm²). Použite bezpečnostný faktor 1,2–1,5, aby ste zohľadnili tlakové skoky počas plnenia. Nedostatočná upínacia sila má za následok blesk; nadmerná sila môže časom poškodiť deliace plochy formy.
- Rovnomernosť teploty formy: Nerovnomerné zahrievanie formy vedie k premenlivým rýchlostiam vytvrdzovania v dutine, čím vznikajú diely s nestálou tvrdosťou, povrchovou úpravou alebo rozmerovou presnosťou. Pred začatím výroby overte rovnomernosť teploty na celej ploche formy pomocou tepelného zobrazovania.
- Rýchlosť a tlak vstrekovania: Nízka viskozita LSR znamená, že rýchlo vypĺňa dutiny. Rýchlosť vstrekovania musí byť kontrolovaná, aby sa zabránilo zachyteniu vzduchu a defektom tryskania, najmä v tenkostenných alebo zložitých geometrických častiach. Programovateľné viacstupňové profily vstrekovania umožňujú zníženie rýchlosti pri kritických prechodoch plnenia.
- Optimalizácia doby liečenia: Čas vytvrdzovania je funkciou teploty formy, hrúbky steny dielu a aktivačnej energie konkrétnej triedy LSR. Nedostatočné vytvrdenie zanecháva časti lepkavé a mechanicky slabé; nadmerné vytvrdzovanie stráca čas cyklu a môže spôsobiť tepelnú degradáciu tenkých častí. Na stanovenie minimálneho efektívneho času vytvrdzovania pre každú kombináciu nástroja a materiálu použite štúdie doby vytvrdzovania s meraniami tvrdosti.
- Vákuové vetranie: Mnohé formy LSR sú vybavené vákuovými systémami, ktoré odvádzajú vzduch z dutiny bezprostredne pred vstrekovaním. Toto je obzvlášť dôležité pri malých dutinách, slepých vreckách alebo častiach s prísnymi kozmetickými požiadavkami, pretože zachytený vzduch spôsobuje dutiny, krátke výstrely a pórovitosť povrchu, ktorým samotná zverná sila nedokáže zabrániť.
Údržba a dlhá životnosť: Ochrana investícií do vášho stroja
Stroj na upínanie foriem z tekutého silikónu predstavuje značnú kapitálovú investíciu – stroje základnej úrovne začínajú okolo 80 000 USD, zatiaľ čo plne vybavené plne elektrické systémy s viaczložkovým meraním a integráciou čistých priestorov môžu presiahnuť 500 000 USD. Implementácia programu disciplinovanej preventívnej údržby je nevyhnutná na ochranu tejto investície, minimalizáciu neplánovaných prestojov a udržanie kvality výroby počas prevádzkovej životnosti stroja.
- Denné preplachovanie dávkovacieho a miešacieho systému: Na konci každej výrobnej zmeny prečistite mixér, statický miešací prvok a trysku, aby ste zabránili vytvrdnutiu LSR vo vnútri podávacieho systému. Vytvrdené silikónové blokády v statických mixéroch sú hlavnou príčinou neplánovaných prestojov a môžu vyžadovať nákladnú demontáž a čistenie.
- Kontrola paralelnosti spojovacej tyče a dosky: Merajte rovnobežnosť valcov v pravidelných intervaloch pomocou číselníkov. Strata rovnobežnosti – spôsobená opotrebením spojovacej tyče, nerovnomerným upínacím zaťažením alebo tepelnými vplyvmi – vedie k nerovnomerným vzorom zábleskov naprieč nástrojmi s viacerými dutinami a môže byť nesprávne diagnostikovaná ako problém nástroja, ak nie je najprv overená geometria stroja.
- Kontrola chladiaceho systému hlavne a trysiek: Overte, či prúd chladenej vody cez chladiaci plášť valca zostáva v rámci špecifikovaných parametrov. Strata chladiacej kapacity umožňuje LSR začať vulkanizovať v zóne podávania, čo spôsobuje nepravidelné hmotnosti výstrelov a špičky krútiaceho momentu skrutky, ktoré môžu poškodiť komponenty pohonu.
- Kalibrácia servopohonu a kódovača: Pri plne elektrických strojoch overte presnosť spätnej väzby snímača servomotora a predpätie guľôčkovej skrutky v naplánovaných intervaloch. Posun snímača alebo opotrebovanie guľôčkovej skrutky spôsobuje chyby polohy pri aplikácii upínacej sily, ktoré nemusia byť okamžite viditeľné na kvalite dielu, ale časom sa nahromadia do významných defektov.
Pre výrobcov, ktorí sa zaviazali k presnosti, konzistencii a škálovateľnosti pri výrobe tekutého silikónového kaučuku, je investícia do správneho stroja na upínanie tekutých silikónových foriem – správne špecifikovaného, správne nainštalovaného a dôsledne udržiavaného – jediným najvplyvnejším rozhodnutím pri vytváraní konkurencieschopnej lisovacej operácie LSR schopnej splniť náročné štandardy dnešných trhov s medicínskym, automobilovým a spotrebným tovarom.