Čo je vákuový vulkanizačný stroj na gumu a ako funguje?
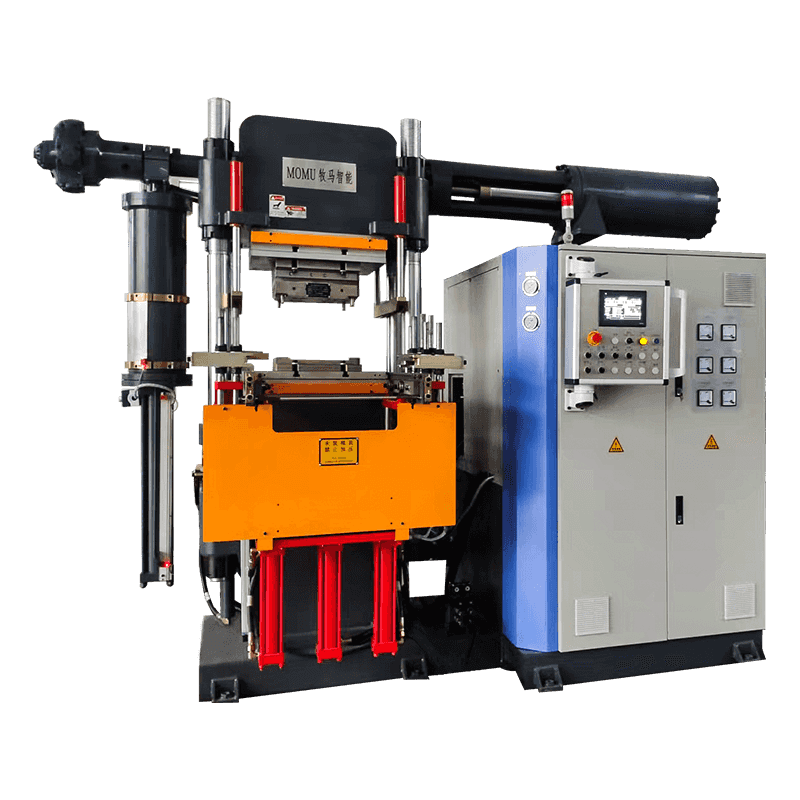
Vákuový vulkanizačný stroj na gumu je špecializované priemyselné zariadenie používané na vytvrdzovanie gumových zmesí pod kontrolovaným teplom a tlakom vo vákuovom prostredí. Vulkanizácia je chemický proces, ktorý premieňa surový alebo zmiešaný kaučuk z mäkkého, poddajného stavu na trvanlivý, elastický a tepelne odolný materiál vytváraním priečnych väzieb medzi polymérnymi reťazcami – zvyčajne prostredníctvom vytvrdzovacích činidiel na báze síry alebo peroxidu. Vákuová zložka je to, čo odlišuje tento stroj od štandardných lisovacích vulkanizérov. Odsávaním vzduchu z dutiny formy pred a počas cyklu vytvrdzovania stroj eliminuje zachytené vzduchové bubliny a plyny, ktoré by inak spôsobili pórovitosť, dutiny alebo povrchové škvrny v hotovom gumovom produkte.
Stroj pracuje prostredníctvom sekvencie automatizovaných etáp: nakladanie formy, vákuová evakuácia, aplikácia tlaku, vytvrdzovanie teplom a uvoľnenie formy. Ohrev sa typicky dosahuje elektrickými doskami alebo parou vyhrievanými doskami, ktoré rovnomerne prenášajú teplo do kaučukovej zmesi. Vákuové čerpadlo pripojené k utesnenej komore formy zníži vnútorný tlak – bežne na -0,08 MPa až -0,1 MPa – predtým, ako sa lis uzavrie a aplikuje zvieraciu silu. Táto kombinácia vákua, tepla a mechanického tlaku zaisťuje, že zložité geometrie formy sú úplne vyplnené a že vytvrdená časť spĺňa špecifikácie rozmerov a kvality povrchu.

Odvetvia a aplikácie, ktoré sa spoliehajú na vulkanizáciu vo vákuu
Vákuové vulkanizačné stroje na gumu sú nasadené v širokom spektre priemyselných odvetví, kde sa nedá vyjednávať o kvalite a konzistencii gumových dielov. Automobilový sektor je jedným z najväčších používateľov, ktorý sa spolieha na tieto stroje pri výrobe tesnení, tesnení, O-krúžkov, tlmičov vibrácií a komponentov na manipuláciu s kvapalinami, ktoré musia spoľahlivo fungovať v náročných tepelných a mechanických podmienkach. V leteckom a kozmickom priemysle sa vákuová vulkanizácia používa na presné gumené komponenty, kde by aj mikroskopické dutiny mohli ohroziť integritu kritických tesniacich systémov.
Priemysel zdravotníckych pomôcok používa vákuové vulkanizačné stroje na výrobu silikónových a špeciálnych gumových dielov, ktoré musia spĺňať prísne normy biokompatibility a rozmerovej tolerancie. Výrobcovia elektroniky ich používajú na výrobu izolačných komponentov a držiakov na izoláciu vibrácií. Obuvnícky priemysel používa technológiu spájania podošvy a lisovaných gumových komponentov. V každom prípade je vákuové prostredie nevyhnutné na dosiahnutie povrchovej úpravy, vnútornej hustoty a mechanického výkonu, ktoré štandardná lisovacia vulkanizácia nedokáže spoľahlivo poskytnúť.
Kľúčové parametre procesu a ako ich ovládať
Výroba konzistentných dielov z vulkanizovanej gumy bez chýb vyžaduje presné riadenie niekoľkých vzájomne závislých parametrov procesu. Pochopenie toho, čo každý parameter robí – a ako odchýlky ovplyvňujú výstup – je základom pre efektívnu prevádzku vákuového vulkanizačného stroja.
Teplota vulkanizácie
Teplota je primárnou hnacou silou vulkanizačnej reakcie. Väčšina kaučukových zmesí vytvrdzuje v rozsahu 150 °C až 200 °C, pričom špecifická optimálna teplota závisí od zloženia zmesi a použitého systému vytvrdzovania. Príliš nízka teplota má za následok nedostatočné vytvrdnutie – guma bude mäkká, slabá a môže vykazovať lepivosť alebo neúplné zosieťovanie. Príliš vysoká teplota spôsobuje nadmerné vytvrdzovanie alebo reverziu, kde polymérna sieť degraduje a kaučuk stráca pevnosť a elasticitu. Rovnomernosť teploty dosky na povrchu formy je rovnako dôležitá; teplotné gradienty viac ako päť až desať stupňov Celzia naprieč formou môžu spôsobiť nerovnomerné vytvrdzovanie a rozdielne zmršťovanie.
Čas vytvrdzovania
Čas vytvrdzovania je určený údajmi o reológii zlúčeniny – konkrétne hodnotou T90 z testu reometra s pohyblivou matricou (MDR), ktorý udáva čas potrebný na dosiahnutie deväťdesiatich percent maximálneho krútiaceho momentu (hustota zosieťovania) pri cieľovej teplote. Časy vytvrdzovania sa zvyčajne pohybujú od dvoch do tridsiatich minút v závislosti od typu zmesi, hrúbky dielu a teploty. Pri hrubých profiloch je potrebné počítať s dodatočným časom, aby sa umožnilo prenikaniu tepla do jadra. Použitie príliš krátkeho času vytvrdzovania je jedným z najčastejších zdrojov zlyhaní v oblasti gumových výrobkov.
Úroveň vákua a časovanie
Pred zatvorením lisu a začatím vytvrdzovania musí vákuum dosiahnuť cieľovú úroveň. Väčšina operácií sa zameriava na úroveň vákua -0,095 MPa až -0,1 MPa. Doba evakuácie – zvyčajne pätnásť až šesťdesiat sekúnd – musí byť dostatočná na úplné vyčistenie vzduchu z dutiny formy aj z akýchkoľvek vetracích kanálov. Ak je cyklus vákuovej pumpy príliš krátky, zvyškový vzduch sa pri zatváraní lisu skôr stlačí ako odstráni, čo spôsobí podpovrchové dutiny. Pravidelné testovanie výkonu čerpadla a kontrola netesností vo vákuových potrubiach a tesneniach foriem sú nevyhnutné na udržanie konzistentnej kvality odsávania.
Upínací tlak
Upínací tlak udržuje polovice formy utesnené počas vulkanizácie a stláča kaučukovú zmes, aby úplne vyplnila geometriu dutiny. Nedostatočný upínací tlak umožňuje, aby sa na deliacej línii vytvoril výron a môže viesť k nedostatočne vyplneným úsekom. Nadmerný tlak môže poškodiť formy alebo spôsobiť vytlačenie zmesi z dutiny skôr, ako dôjde ku gélovateniu. Typické upínacie tlaky na vulkanizáciu gumy sa pohybujú od 10 do 25 MPa v závislosti od viskozity zmesi a geometrie dielu.
Bežné chyby a ako ich diagnostikovať
Aj pri dobre kalibrovaných strojoch sa môžu objaviť defekty na vulkanizovaných gumených častiach. Rýchla identifikácia základnej príčiny minimalizuje šrot a prestoje výroby. Nasledujúca tabuľka sumarizuje najčastejšie sa vyskytujúce chyby a ich pravdepodobné príčiny:
| Defekt | Pravdepodobná príčina | Nápravné opatrenie |
| Pórovitosť / vnútorné dutiny | Nedostatočné vákuum alebo doba evakuácie | Skontrolujte výkon čerpadla; predĺžiť čas evakuácie |
| Pľuzgiere na povrchu | Vlhkosť v zmesi alebo plesni | Predsušiť zmes; vyčistite a predhrejte formu |
| Nedostatočné vytvrdenie (mäkké časti) | Nízka teplota alebo nedostatočná doba vytvrdzovania | Overte kalibráciu teploty valca; predĺžiť čas vytvrdzovania |
| Nadmerný blesk | Nízky upínací tlak alebo opotrebovaná deliaca linka formy | Zvýšte tonáž lisu; kontrolovať a renovovať formu |
| Krátky záber / nevyplnené oblasti | Nedostatočná hmotnosť zloženého náboja | Prepočítajte hmotnosť náboja; upraviť zložený predlisok |
| Rozmerová variácia | Nekonzistentná teplota alebo upínacia sila | Kalibrácia snímačov; vykonávať pravidelnú údržbu lisu |
Ako si vybrať správny vákuový vulkanizačný stroj na gumu
Výber správneho stroja vyžaduje prispôsobenie špecifikácií zariadenia požiadavkám vašej konkrétnej výrobnej aplikácie. Medzi kľúčové hodnotiace kritériá patrí veľkosť dosky, tonáž lisu, kapacita vákuového systému, teplotný rozsah a sofistikovanosť riadiaceho systému.
- Veľkosť dosky sa musí prispôsobiť najväčšej forme, ktorú chcete spustiť, s dostatočnou rezervou na udržanie rovnomerného rozloženia teploty. Štandardné veľkosti dosiek sa pohybujú od 200 mm × 200 mm pre výrobu malých dielov až po 1000 mm × 1000 mm alebo väčšie pre priemyselné aplikácie.
- Tonáž lisu musí zodpovedať projektovanej ploche vašej formy a viskozite vašej gumovej zmesi. Vo všeobecnosti vypočítajte požadovanú silu vynásobením projektovanej plochy dutiny formy cieľovým upínacím tlakom a potom pridajte bezpečnostnú rezervu najmenej dvadsať percent.
- Kapacita vákuového čerpadla – meraná v litroch za minútu – by mala byť dostatočná na evakuáciu komory formy na cieľovú úroveň vákua v priebehu pätnástich až tridsiatich sekúnd. Väčšie objemy foriem vyžadujú čerpadlá s vyššou kapacitou, aby sa predišlo predĺženiu doby cyklu.
- Teplotný rozsah a špecifikácie jednotnosti by sa mali overiť podľa požiadaviek na vytvrdzovanie vašej zmesi. Väčšina strojov na všeobecné použitie pracuje do 200 °C, zatiaľ čo špeciálne stroje na vysokoteplotné silikónové alebo fluórelastomérne zlúčeniny môžu vyžadovať 250 °C alebo viac.
- Schopnosť riadiaceho systému určuje, akú flexibilitu procesov a zaznamenávanie údajov môžete dosiahnuť. Programovateľné logické riadiace jednotky (PLC) s rozhraním dotykovej obrazovky umožňujú viacstupňové profily vytvrdzovania, automatizované vákuové sekvenovanie a ukladanie záznamov o výrobe – to všetko je cenné pre riadenie kvality a opakovateľnosť procesov.
Bežné postupy údržby, ktoré chránia výkon stroja
Vákuový stroj na vulkanizáciu gumy predstavuje významnú kapitálovú investíciu a dôsledná údržba je nevyhnutná na ochranu tejto investície a zároveň na zabezpečenie spoľahlivosti výroby. Najväčšiu pozornosť si vyžaduje vákuový systém – olej vo vákuovej pumpe by sa mal kontrolovať a meniť podľa plánu výrobcu, zvyčajne každé tri až šesť mesiacov za podmienok nepretržitej výroby. Spoje vákuového potrubia, tesnenia a tesnenia foriem by sa mali kontrolovať týždenne na opotrebovanie alebo netesnosti, pretože aj malé netesnosti výrazne zhoršujú výkon odsávania.
Snímače teploty valca a prevodníky tlaku by sa mali kalibrovať štvrťročne pomocou certifikovaných referenčných prístrojov, aby sa zabezpečilo, že zobrazené hodnoty stroja budú odrážať skutočné podmienky procesu. Hladiny hydraulickej kvapaliny a stav filtra by sa mali monitorovať mesačne. Povrchy foriem by sa mali čistiť po každej výrobe, aby sa predišlo usadzovaniu zvyškov gumy, ktoré môže spôsobiť lepenie, povrchové defekty na nasledujúcich častiach a zrýchlené opotrebovanie formy. Vedenie podrobného denníka údržby – zaznamenávanie všetkých kontrol, zmien tekutín, kalibrácií a poruchových udalostí – poskytuje historické údaje potrebné na identifikáciu vznikajúcich problémov skôr, ako spôsobia neplánované prestoje.
Maximalizácia výstupnej kvality a efektivity výroby
Okrem výberu a údržby stroja, dosahovanie trvalo vysokej výstupnej kvality od a vákuový vulkanizačný stroj na gumu závisí od disciplíny procesu. Štandardizácia prípravy zmesi – vrátane konzistentnej hmotnosti, tvaru a umiestnenia vo forme – eliminuje jeden z najbežnejších zdrojov variácií medzi dielmi. Správne a dôsledné používanie separačných prostriedkov zabraňuje lepeniu bez toho, aby došlo ku kontaminácii povrchu gumy alebo ovplyvneniu lepenia v kompozitných častiach. Vytvorenie zdokumentovaných receptúr na vytvrdzovanie pre každý produkt a uzamknutie týchto receptov v riadiacom systéme stroja zabraňuje náhodným zmenám parametrov, ktoré vedú k nezhodnej výrobe.
Metódy štatistickej kontroly procesu (SPC) aplikované na kľúčové výstupné merania – hmotnosť dielu, kritické rozmery a tvrdosť – poskytujú včasné varovanie, keď dôjde k posunu procesu, čo umožňuje nápravné opatrenia skôr, ako sa vyprodukuje veľké množstvo odpadu. Pri veľkoobjemových operáciách umožňuje integrácia výstupov zo stroja s výrobným vykonávacím systémom (MES) monitorovanie a sledovateľnosť výroby v reálnom čase, čo zákazníci v automobilovom a medicínskom priemysle čoraz viac požadujú ako súčasť svojich požiadaviek na kvalitu dodávateľov. Zaobchádzanie s vulkanizačným strojom ako s presným nástrojom a nie s lisom na komodity je spôsob myslenia, ktorý oddeľuje trvalo vysokovýkonné gumárenské prevádzky od tých, ktoré zápasia s chronickými problémami s kvalitou a výnosom.