Čo je to vstrekovací lis LSR?
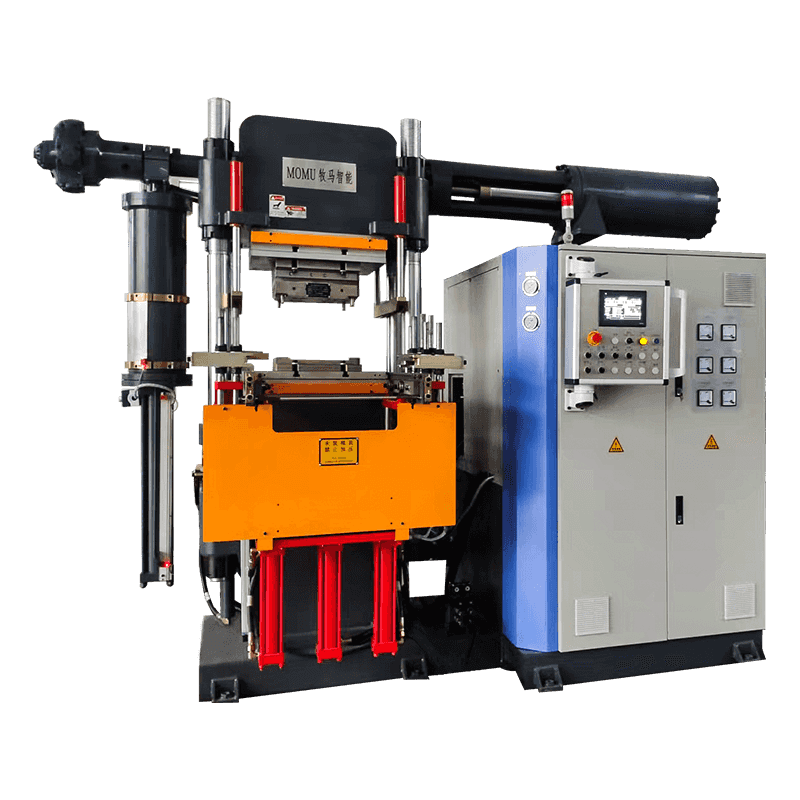
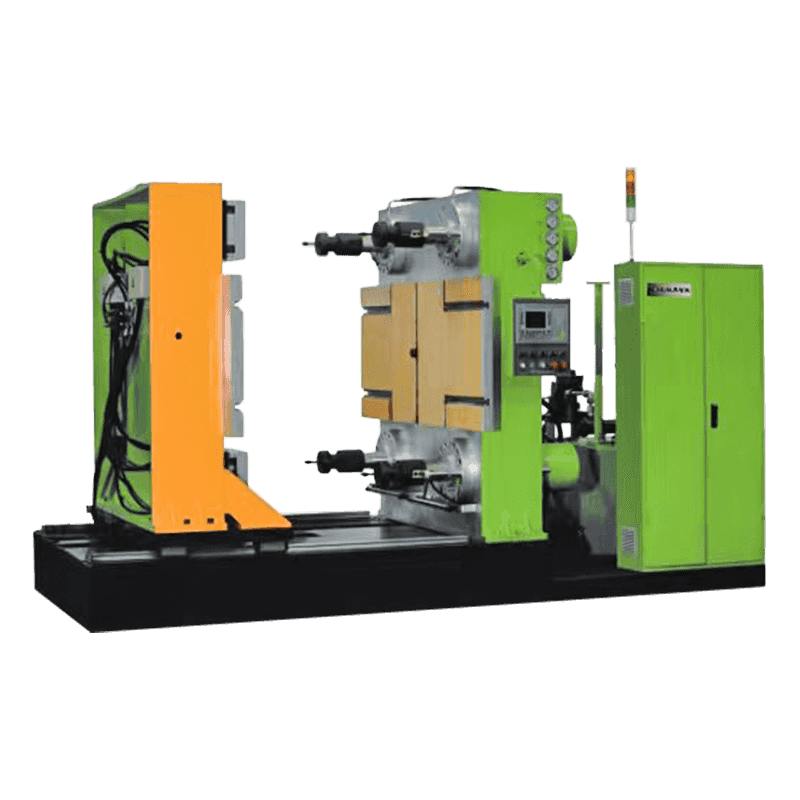
An Vstrekovací lis LSR je špecializovaný výrobný systém určený na spracovanie tekutého silikónového kaučuku (LSR) na presné lisované diely prostredníctvom uzavretého, automatizovaného vstrekovacieho cyklu. Na rozdiel od vstrekovania termoplastov, ktoré roztavia tuhé pelety a vstrekujú ich do vychladenej formy, lisovanie LSR funguje opačne: dvojzložkový tekutý silikón sa počas vstrekovania udržiava v chlade a potom sa vytvrdzuje vo vyhrievanej forme prostredníctvom vulkanizačnej reakcie katalyzovanej platinou. Tento zásadný rozdiel v správaní materiálu riadi takmer každé konštrukčné rozhodnutie v strojoch špecifických pre LSR – od bubna s reguláciou teploty a dávkovacieho systému až po upínaciu jednotku a konštrukciu formy.
Stroje LSR sa používajú v širokej škále priemyselných odvetví, kde sa vyžaduje kombinácia flexibility, tepelnej stability, biokompatibility a chemickej odolnosti silikónu. Medzi najbežnejšie aplikácie patria zdravotnícke pomôcky, detské výrobky, tesnenia pre automobily, komponenty spotrebnej elektroniky a priemyselné membrány. Pochopenie princípov fungovania stroja, kľúčových podsystémov a výberových kritérií je nevyhnutné pre inžinierov a odborníkov na obstarávanie, ktorí hodnotia výrobnú kapacitu LSR.
Ako funguje vstrekovanie LSR: hlavný proces
LSR sa dodáva ako dvojzložkový systém: zložka A obsahuje základný polymér a platinový katalyzátor, kým zložka B obsahuje sieťovadlo a inhibítor. Tieto dve zložky sa skladujú v samostatných sudoch a privádzajú sa cez dávkovaciu a miešaciu jednotku – zvyčajne statickú miešačku – ktorá ich spája v presnom objemovom pomere 1:1. Udržiavanie presnosti presného pomeru je kritické, pretože akákoľvek odchýlka mení chémiu vytvrdzovania a vytvára diely s nestálou tvrdosťou, neúplným vytvrdnutím alebo lepivosťou povrchu.
Po zmiešaní sa kombinovaný LSR vstrekuje do vyhrievanej formy – zvyčajne udržiavanej medzi 160 °C a 220 °C – kde platinový katalyzátor poháňa rýchle zosieťovanie. Časy vytvrdzovania závisia od geometrie dielu, hrúbky steny a teploty formy, ale väčšina výrobných cyklov sa pohybuje od niekoľkých sekúnd pre tenkostenné diely až po niekoľko minút pre hrubšie komponenty. Pretože sa vytvrdený silikón pri zosieťovaní mierne zmršťuje, dizajn formy musí počítať s touto rozmerovou zmenou, aby sa zachovali tesné tolerancie v hotovom diele.
Samotná vstrekovacia jednotka musí byť ochladená – zvyčajne vodou chladená na približne 10–15 °C – aby sa predišlo predčasnému vytvrdnutiu v hlavni pred tým, ako sa výstrel dostane do formy. Tento systém studeného kanála, často rozšírený do vtokového kanála a geometrie kanála vo vnútri formy, minimalizuje plytvanie materiálom tým, že udržuje LSR v jeho nevytvrdenom kvapalnom stave až po bránu, čím umožňuje tepelnému rozdielu medzi studeným kanálom a horúcou dutinou formy spustiť vytvrdzovanie presne tam, kde je to potrebné.
Kľúčové podsystémy vstrekovacieho lisu LSR
Dávkovacia a dávkovacia jednotka
Meracia jednotka je najkritickejším subsystémom jedinečným pre spracovanie LSR. Čerpá dva komponenty LSR z tlakových bubnov pomocou pneumaticky alebo servopoháňaných piestových čerpadiel, udržiava presný objemový pomer počas výstrelu a dodáva zmiešaný materiál do vstrekovacej jednotky bez privádzania vzduchu. Špičkové meracie systémy dosahujú presnosť pomeru v rozmedzí ±0,5 % v rámci výrobných sérií a zahŕňajú nepretržité monitorovacie senzory, ktoré spúšťajú alarmy, ak sa pomer odchýli nad nastavenú toleranciu. Statický mixér – pasívny špirálový prvok, cez ktorý sú napájané obe zložky – dosahuje homogénne miešanie bez pohyblivých častí, čím sa znižujú nároky na údržbu v porovnaní s alternatívami dynamického miešania.

Vstrekovacia jednotka
Vstrekovacia jednotka pre LSR sa líši od termoplastických jednotiek v niekoľkých dôležitých smeroch. Geometria skrutky využíva malú hĺbku letu a nízky kompresný pomer, aby sa zabránilo vytváraniu trecieho tepla, ktoré by predčasne vytvrdilo materiál v hlavni. Celá hlaveň je opláštená okruhom vodného chladenia. Rýchlosť vstrekovania a tlak sú riadené servomotorom, aby sa zabezpečila konzistentná charakteristika plnenia pri každom výstrele, a vstrekovacia jednotka zvyčajne pracuje pri výrazne nižších tlakoch ako termoplastické systémy – zvyčajne medzi 500 a 1 500 bar – pretože nízka viskozita LSR vyžaduje menšiu silu na vyplnenie dutiny formy.
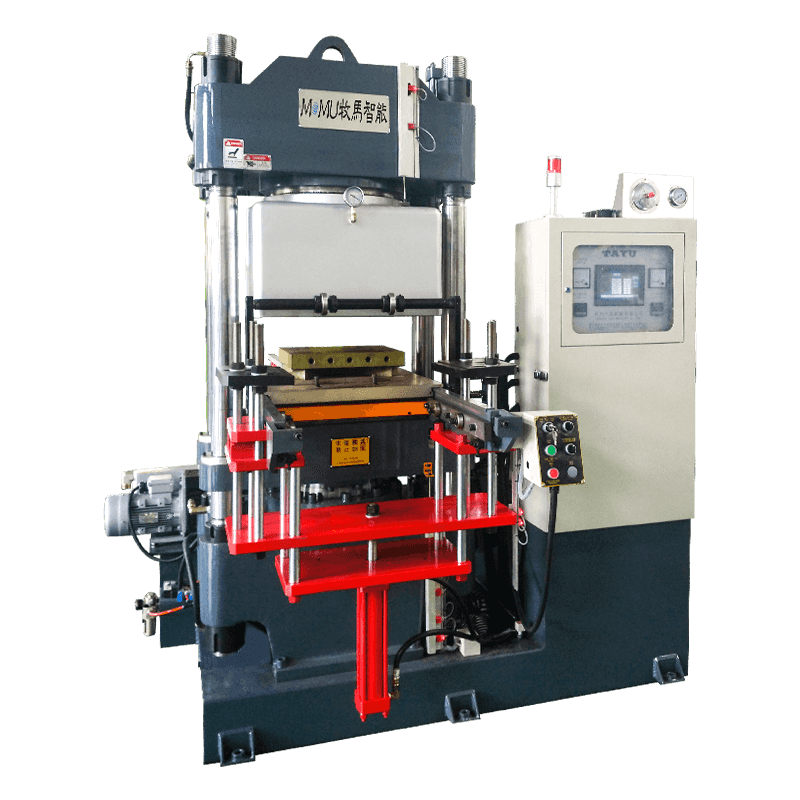
Upínacia jednotka
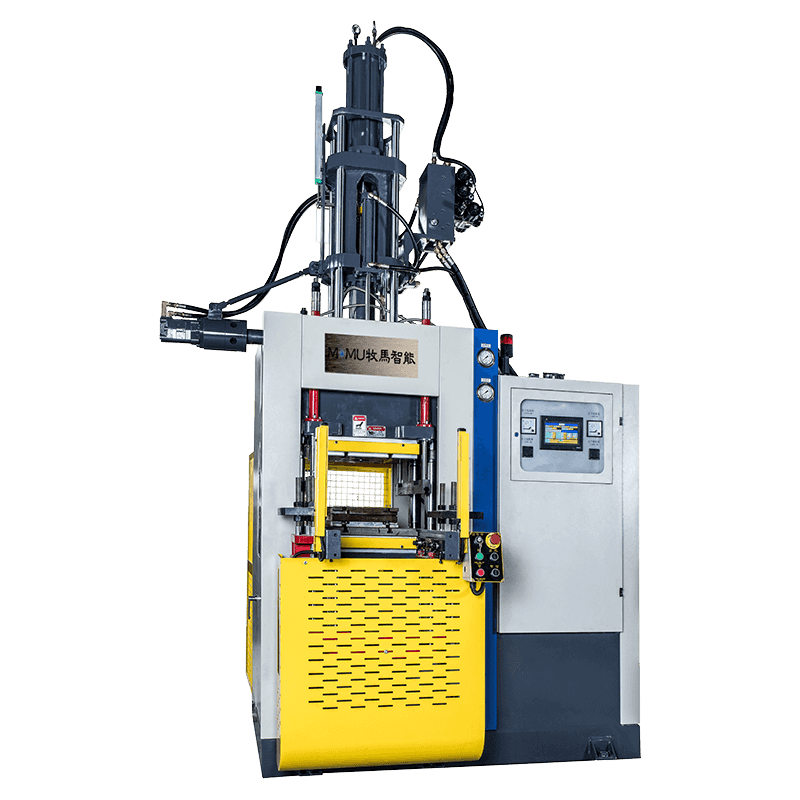
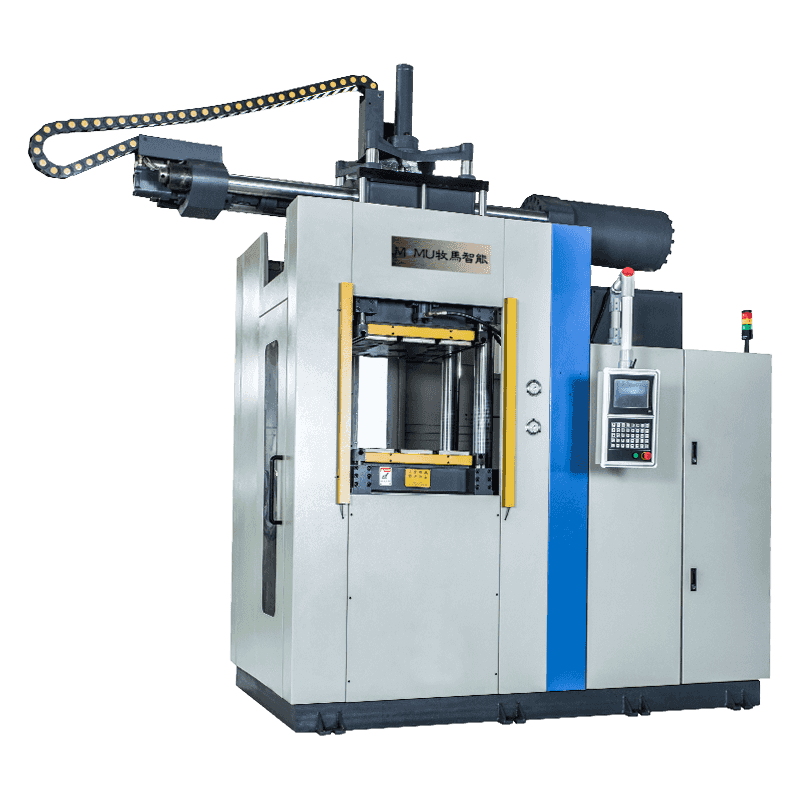
Formy LSR vyžadujú veľmi vysokú upínaciu silu na jednotku projektovanej plochy dielu v porovnaní s termoplastmi, pretože nízka viskozita LSR znamená, že preskočí aj cez minimálne medzery deliacej čiary, ak je upínacia sila nedostatočná. Používajú sa otočné aj hydraulické upínacie systémy, pričom v prostredí čistých priestorov sa čoraz viac uprednostňujú plne elektrické stroje pre ich čistotu, opakovateľnosť a energetickú účinnosť. Požiadavky na upínaciu silu sa vypočítavajú na základe tlaku v dutine vynásobeného projektovanou plochou dielca plus systému žľabov.
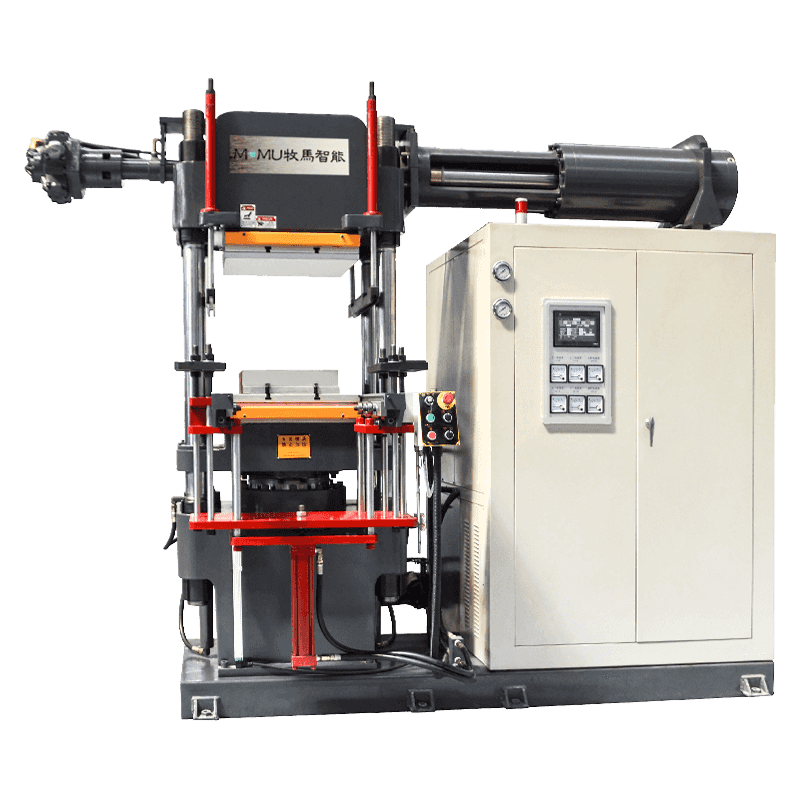
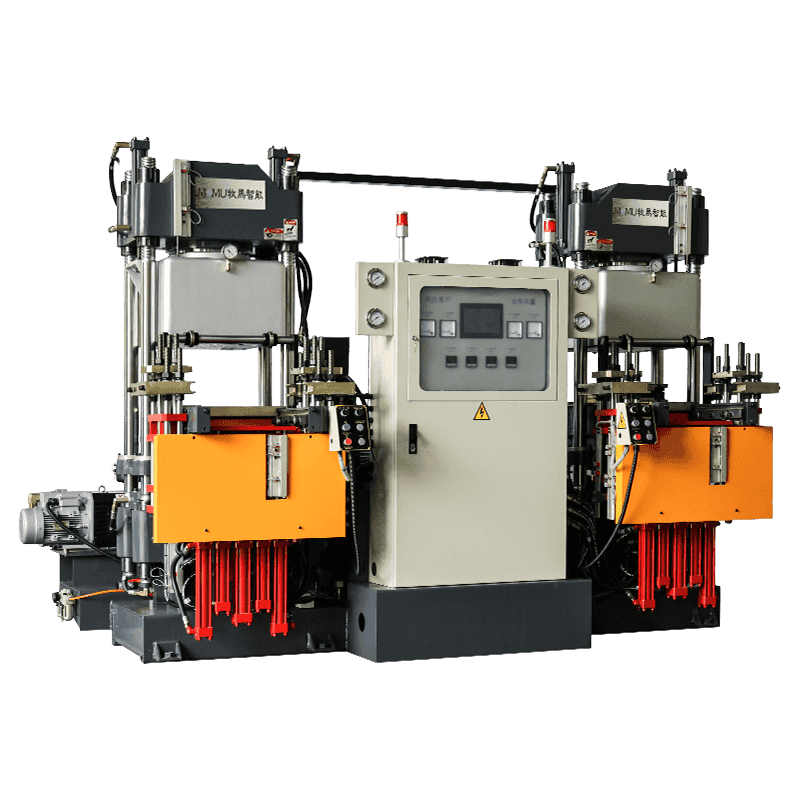
Porovnanie strojov LSR: Hydraulický vs. All-Elektrický
| Funkcia | Hydraulický stroj LSR | Plne elektrický stroj LSR |
| Opakovateľnosť | Dobre | Výborne |
| Vhodnosť čistých priestorov | Obmedzené (riziko kontaminácie oleja) | Vysoká (žiadna hydraulická kvapalina) |
| Spotreba energie | Vyššie | o 30-60% nižšie |
| Kapitálové náklady | Nižšia | Vyššie |
| Úroveň hluku | Vyššie | Nižšia |
| Údržba | Častejšie (hydraulické tesnenia) | Menej časté |
| Najlepšie aplikácie Fit | Vysokovýkonné priemyselné diely | Lekárske, potravinárske, presné diely |
Odvetvia a aplikácie, ktoré poháňajú dopyt po strojoch LSR
Rozmach vstrekovania LSR ako výrobnej metódy je priamo spojený s rozširujúcim sa súborom priemyselných odvetví, ktoré závisia od materiálových vlastností silikónu v náročných prostrediach konečného použitia. Každé odvetvie má špecifické požiadavky, ktoré určujú spôsob, akým musia byť stroje LSR nakonfigurované a overené.
- Zdravotnícke pomôcky: Biokompatibilita LSR podľa noriem ISO 10993 a schopnosť sterilizácie autoklávovaním, EtO a gama žiarením z neho robia materiál voľby pre katétre, dýchacie masky, tesnenia pre implantovateľné zariadenia a rukoväte chirurgických nástrojov. Stroje používané na výrobu medicínskych LSR sú zvyčajne plne elektrické, kompatibilné s čistými priestormi a vybavené kompletnou procesnou dokumentáciou pre dodržiavanie predpisov.
- Výrobky pre dojčatá a deti: Cumlíky, cumlíky na fľaše a výrobky na prerezávanie zúbkov vyžadujú silikón bezpečný pre styk s potravinami bez zmäkčovadiel a BPA. Typy LSR certifikované podľa predpisov FDA 21 CFR a EU 10/2011 pre styk s potravinami sú štandardom a výrobné prostredie musí spĺňať prísne hygienické kontroly.
- Automobilový priemysel: LSR sa používa na tesnenia priechodiek, návleky zapaľovacích sviečok, tesnenia snímačov a súčasti pod kapotou, ktoré musia odolávať trvalým teplotám od -50 °C do 200 °C. Vo veľkoobjemovej automobilovej výrobe sa zvyčajne používajú hydraulické stroje s viacdutinovými formami pre studené vtoky kvôli nákladovej efektívnosti.
- Spotrebná elektronika: Vodotesné tesnenia, membrány tlačidiel, koncovky slúchadiel a tesnenia nositeľných zariadení predstavujú rýchlo rastúci segment. Bežné sú tenkostenné, vysoko presné diely s úzkymi rozmerovými toleranciami, ktoré uprednostňujú plne elektrické stroje s vysokou reguláciou rýchlosti vstrekovania.
- Priemyselné tesnenie: Membrány čerpadiel, tesnenia ventilov a tesnenia odolné voči chemikáliám využívajú odolnosť silikónu voči ozónu, UV žiareniu a širokému spektru chemikálií. Sú to diely s hrubším prierezom vyrábané na hydraulických strojoch pri nižšej kavitácii.
Kritické faktory pri výbere vstrekovacieho lisu LSR
Výber stroja LSR vyžaduje vyhodnotenie technických špecifikácií v kontexte vašich špecifických dielov, objemov výroby a regulačného prostredia. O tom, či investícia do stroja prinesie očakávanú návratnosť, rozhoduje niekoľko faktorov.
Veľkosť výstrelu a upínacia sila musia byť prispôsobené premietanej časti a oblasti bežca, a nie voľne odhadované. Nízka viskozita LSR znamená, že aj mierny nedostatok upínacej sily má za následok záblesk – tenký film vytvrdeného silikónu na deliacej linke, ktorý vyžaduje ručné orezávanie a zvyšuje množstvo odpadu. Vypočítajte požadovanú upínaciu silu pri minimálnej hodnote 0,3 až 0,5 tony na štvorcový centimeter projektovanej plochy dutín a upravte veľkosť stroja s okrajom nad túto hodnotu, aby sa prispôsobili budúce pridania formy alebo zmeny dizajnu.
Presnosť regulácie teploty naprieč formou je rovnako dôležitá ako upínací a vstrekovací výkon stroja. Nerovnomerné teploty formy vytvárajú diely s nekonzistentným vytvrdzovaním, rozmerovými odchýlkami a povrchovými defektmi. Vyhodnoťte, či regulátor teploty formy na stroji podporuje mapovanie teploty na základe zóny a či konštrukcia formy poskytuje dostatočné pokrytie vykurovacieho kanála. V presných lekárskych aplikáciách je zmena teploty formy o viac ako ± 2 °C na povrchu dutiny zvyčajne neprijateľná.
Monitorovanie procesov a možnosti zaznamenávania údajov sa pre regulované odvetvia stali neobchodovateľnými. Moderné stroje LSR integrujú snímače tlaku v dutine, profily rýchlosti a tlaku vstrekovania, zaznamenávanie teploty formy a overovanie pomeru dávkovania do jednotného systému monitorovania procesu. Tieto údaje sa vyžadujú na validáciu procesu podľa FDA 21 CFR Part 820 a ISO 13485 pre zdravotnícke pomôcky a čoraz viac ich požadujú zákazníci z automobilového priemyslu Tier 1 ako súčasť balíkov dokumentácie PPAP.
Bežné procesné chyby a ako im predchádzať
Dokonca aj dobre špecifikované stroje spôsobujú chyby, keď sa parametre procesu neudržiavajú alebo podmienky formy nie sú správne udržiavané. Rozpoznanie základných príčin bežných defektov LSR je nevyhnutné pre procesných inžinierov zodpovedných za kvalitu výroby.
- Flash: Spôsobené nedostatočnou upínacou silou, opotrebovaným povrchom deliacej čiary alebo nadmerným vstrekovacím tlakom. Riešenie overením výpočtov upínacej sily, kontrolou stavu formy a znížením rýchlosti vstrekovania počas fázy plnenia.
- Neúplná výplň / krátky záber: Vyplýva to z nedostatočného vstrekovacieho tlaku, zablokovaných brán alebo LSR, ktoré sa čiastočne vytvrdilo v bežci pred dosiahnutím dutiny. Skontrolujte priemer vtoku, overte, či je teplota valca v cieľovom rozsahu studeného kanála a skontrolujte, či nedošlo k inhibícii vytvrdzovania v dôsledku kontaminácie.
- Priľnavosť povrchu: Označuje nevytvrdené, najčastejšie spôsobené nesprávnym pomerom A:B, príliš nízkou teplotou formy alebo nedostatočným časom vytvrdzovania. Overte dávkovací pomer pomocou kontrolovaného testu dávkovania, skontrolujte rovnomernosť teploty formy a predĺžte čas vytvrdzovania, ak to dovoľujú rozmerové tolerancie.
- Zachytenie vzduchu / dutiny: Vzduch privádzaný počas miešania alebo vstrekovaný s materiálom vytvára bubliny vo vytvrdnutej časti. Uistite sa, že dávkovací systém je pred výrobou správne prečistený a skontrolujte, či rýchlosť vstrekovania nie je taká vysoká, aby vzduch nasával do oblasti vtoku pred prednou časťou prietoku LSR.
- Rozmerové rozdiely medzi zábermi: Zvyčajne súvisí s nekonzistentnosťou dávkovania, kolísaním teploty valca alebo premenlivým časom vytvrdzovania v dôsledku posunu teploty formy. Skontrolujte protokoly monitorovania procesu, aby ste zistili, ktorá premenná koreluje s rozmerovým posunom, a prekalibrujte príslušný podsystém.