Ako funguje stroj na vstrekovanie gumy
A stroj na vstrekovanie gumy spracováva surové kaučukové zmesi na presne tvarované hotové diely vtláčaním zahriateho plastifikovaného kaučukového materiálu pod vysokým tlakom do uzavretej dutiny formy, kde vulkanizuje – chemicky zosieťuje – na stabilnú, elastickú pevnú látku. Na rozdiel od vstrekovania termoplastov, ktoré roztavia a pretavia ten istý materiál, vstrekovanie gumy sa spolieha na nevratnú vulkanizačnú reakciu vyvolanú teplom a časom. Po vytvrdnutí gumy vo forme nie je možné ju pretaviť ani reformovať, čo znamená, že každý procesný parameter musí byť správne nastavený pred začatím plnej výroby.
Proces začína tým, že sa kaučuková zmes privádza do plastifikačnej jednotky stroja – zvyčajne do zostavy skrutky a valca – kde sa zahrieva na starostlivo kontrolovanú teplotu predhrievania, zvyčajne medzi 70 °C a 100 °C, vďaka čomu je tekutá bez spustenia predčasnej vulkanizácie. Rotácia závitovky homogenizuje zmes a vytvára vstrekovací tlak. Keď je forma zatvorená a upnutá, vstrekovacia jednotka poháňa zmäkčenú gumu cez vtokový kanál, bežce a brány do dutín formy. Samotná forma sa zahreje na vyššiu teplotu – bežne medzi 160 °C a 200 °C – kde sa aktivuje vulkanizačné činidlo a guma sa vytvrdzuje v rámci definovaného času vytvrdzovania predtým, ako sa forma otvorí a diel sa vysunie.
Základné komponenty a ich funkcie
Pochopenie funkčnej úlohy každého hlavného komponentu pomáha operátorom diagnostikovať problémy, optimalizovať nastavenia procesov a prijímať informované rozhodnutia pri porovnávaní špecifikácií strojov od rôznych výrobcov.
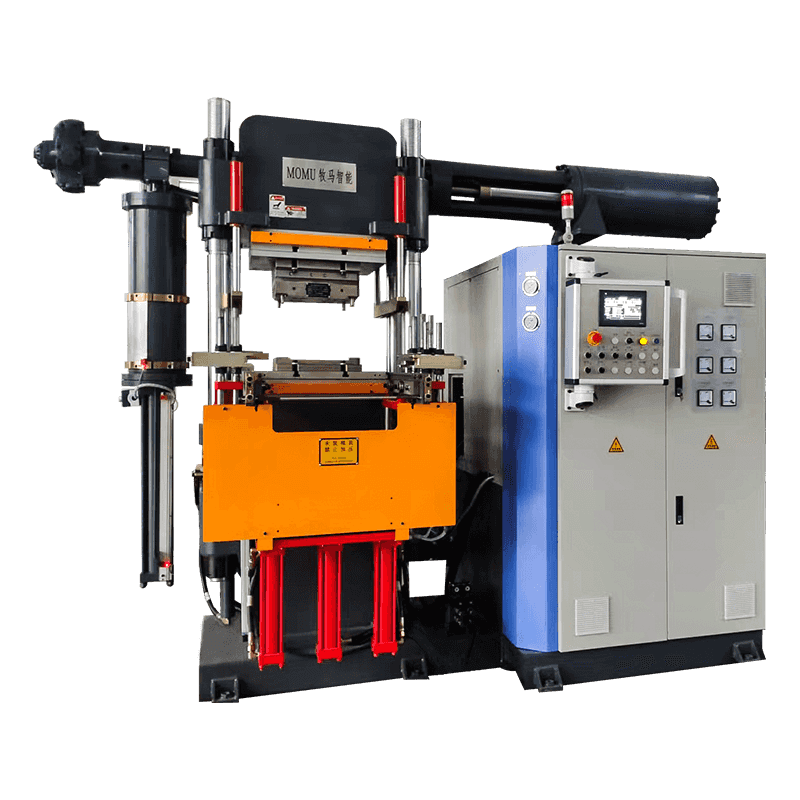
Vstrekovacia jednotka
Vstrekovacia jednotka pozostáva z vyhrievaného valca, vratnej skrutky a trysky. Skrutka má dvojaký účel: otáča sa, aby zmäkčila a dopravila gumovú zmes dopredu, potom pôsobí ako piest na vstrekovanie nahromadeného materiálu do formy. Geometria skrutky pre gumu sa líši od geometrie používanej v termoplastických strojoch - gumové skrutky majú zvyčajne nižší kompresný pomer a plytšie lety, aby sa zabránilo vytváraniu nadmerného trecieho tepla, ktoré by mohlo spôsobiť pripálenie, čo je predčasná vulkanizácia vo vnútri valca predtým, ako sa materiál dostane do formy.
Upínacia jednotka
Upínacia jednotka drží dve polovice formy spolu proti sile generovanej vstrekovacím tlakom. Upínacia sila sa meria v kilonewtonoch (kN) alebo tonách a musí presiahnuť projektovanú plochu dutín formy vynásobenú vstrekovacím tlakom. Nedostatočná upínacia sila spôsobuje preskakovanie – tenké rebrá prebytočnej gumy na deliacej čiare – čo zvyšuje náklady na orezávanie a znižuje rozmerovú presnosť dielu. Väčšina strojov na vstrekovanie gumy používa hydraulické upínacie systémy, hoci prepínacie a priame hydraulické konfigurácie ponúkajú rôzne rýchlostné a silové charakteristiky vhodné pre rôzne výrobné požiadavky.
Forma a vykurovací systém
Forma je nástrojový prvok, ktorý definuje geometriu hotového dielu. Na vstrekovanie gumy sa formy zahrievajú – najčastejšie elektrickými ohrievačmi kaziet alebo cirkulujúcim horúcim olejom – aby sa udržala stabilná teplota vulkanizácie na celom povrchu dutiny. Rovnomernosť teplôt vo forme je kritická: horúce miesta spôsobujú nadmerné vytvrdzovanie a zhoršenie vlastností materiálu, zatiaľ čo studené miesta vedú k nedostatočne vytvrdnutým dielom, ktoré zlyhajú v prevádzke. Vysokokvalitné formy zahŕňajú teplotné senzory umiestnené v blízkosti každej dutiny, čo umožňuje monitorovanie a korekciu v reálnom čase počas výroby.
Kontrolný systém
Moderné stroje na vstrekovanie gumy sú vybavené riadiacimi systémami na báze PLC alebo PC, ktoré umožňujú operátorom naprogramovať a uložiť kompletné receptúry procesu pokrývajúce teplotné zóny valca, profily rýchlosti vstrekovania, vstrekovací tlak, udržiavací tlak, čas vytvrdzovania, teplotu formy a sekvenciu vyhadzovania. Schopnosť ukladať a vyvolávať receptúry je obzvlášť dôležitá v zariadeniach s viacerými produktmi, kde sa stroje pravidelne prepínajú medzi rôznymi gumovými zmesami a geometriami dielov, pričom každá vyžaduje odlišný súbor parametrov.
Kľúčové parametre procesu musí ovládať každý operátor
Kvalita gumových vstrekovaných dielov je určená tým, ako presne sú nastavené a udržiavané procesné parametre počas celého výrobného cyklu. Nasledujúce parametre sa navzájom ovplyvňujú, čo znamená, že zmena jedného si často vyžaduje úpravu ostatných, aby sa zachovala kvalita dielu.
| Parameter | Typický rozsah | Účinok, ak je príliš nízky | Účinok, ak je príliš vysoký |
| Teplota suda | 70 °C – 100 °C | Slabý prietok, neúplná náplň | Spálenina, predčasné vyliečenie |
| Teplota formy | 160 °C – 200 °C | Nedostatočne vytvrdené, slabé časti | Nadmerné vytvrdzovanie, degradácia povrchu |
| Vstrekovací tlak | 80 – 200 MPa | Krátke zábery, prázdnoty | Blesk, poškodenie plesní |
| Cure Time | 30 sekúnd – 10 min | Lepkavé, nedostatočne vytvrdené časti | Krehké, pretvrdnuté časti |
| Rýchlosť vstrekovania | Špecifické pre aplikáciu | Pletené čiary, neúplná výplň | Tryskanie, zachytenie vzduchu |
Čas vytvrdzovania je parameter s najpriamejším vplyvom na čas cyklu a tým aj na produkciu. Musí sa určiť reometrickým testovaním konkrétnej použitej kaučukovej zmesi, pretože rôzne formulácie – prírodný kaučuk, EPDM, silikón, NBR, neoprén – každá má svoju vlastnú kinetiku vulkanizácie. Pokus o skrátenie doby vytvrdzovania nad rámec toho, čo umožňuje chémia zlúčeniny, vedie k nedostatočne vytvrdnutým dielom, ktoré môžu prejsť počiatočnou kontrolou, ale predčasne zlyhať v prevádzke.
Odvetvia a aplikácie, kde sa tieto stroje používajú
Stroje na vstrekovanie gumy slúžia širokému spektru priemyselných odvetví, kde sa súčasne vyžadujú prísne rozmerové tolerancie, konzistentné vlastnosti materiálov a vysoké objemy výroby. Automobilový sektor má veľký podiel na celosvetovej kapacite vstrekovania gumy, vyrába tesnenia, tesnenia, priechodky, tlmiče vibrácií, O-krúžky a tesniace lišty – komponenty, ktoré musia spoľahlivo fungovať v extrémnych teplotných rozsahoch a majú dlhú životnosť. Gumové diely automobilovej triedy sú zvyčajne lisované z EPDM, NBR alebo silikónových zlúčenín vybraných pre ich odolnosť voči špecifickým kvapalinám, teplotám a podmienkam prostredia.
Odvetvie zdravotníckych pomôcok je ďalším významným používateľom vstrekovania gumy, najmä silikónových komponentov. Vstrekovanie tekutého silikónového kaučuku (LSR) je špecializovaný variant procesu, ktorý spracováva dvojzložkové silikónové systémy vytvrdzované platinou a vyrábajú diely, ako sú chirurgické tesnenia, komponenty katétrov, dýchacie masky a komponenty zariadení na podávanie liekov. Lisovanie LSR si vyžaduje špeciálne strojové konfigurácie s chladenými vstrekovacími valcami – opak konvenčného lisovania gumy – pretože materiál rýchlo vytvrdzuje pri teplotách formy, ale musí byť udržiavaný v chlade vo valci, aby sa predišlo predčasnému gélovateniu.
- Automobilový priemysel: Tesnenia dverí a okien, tesnenia motora, izolátory vibrácií, brzdové komponenty, spojky hadíc a priechodky pod kapotou vyžadujúce odolnosť voči teplu a tekutinám.
- Lekárske a farmaceutické: Silikónové zátky pre liekovky, komponenty injekčných striekačiek, implantovateľné tesnenia, membrány dýchacích zariadení a komponenty na riadenie tekutín vyžadujúce biokompatibilitu a odolnosť voči sterilizácii.
- elektronika: Tlačidlá klávesnice, tesnenia konektorov, podložky tlmiace vibrácie a tesnenia krytu, ktoré chránia dosky plošných spojov pred vlhkosťou a mechanickými nárazmi.
- Priemyselné stroje: Hydraulické tesnenia, pneumatické O-krúžky, komponenty dopravníkových pásov, membrány čerpadiel a spojovacie prvky, ktoré pracujú pri nepretržitom mechanickom namáhaní.
- Spotrebný tovar: Podrážky topánok, rukoväte, tesnenia kuchynských spotrebičov, súčasti detských výrobkov a časti športových potrieb, kde záleží na hmatovej kvalite a odolnosti.
Porovnanie vstrekovania gumy s lisovaním a lisovaním
Vstrekovanie gumy nie je jediným dostupným procesom výroby gumových dielov. Pretlačovacie lisovanie a lisovanie sú staršie, jednoduchšie alternatívy, ktoré sú stále široko používané. Pochopenie toho, kde každý proces vyniká, pomáha výrobcom vybrať si správnu metódu pre danú geometriu dielu, objemové požiadavky a rozpočet.
Lisovanie umiestni vopred odvážený kus nevytvrdenej gumy priamo do otvorenej dutiny formy, potom sa forma uzavrie pod hydraulickým tlakom a teplom. Je to najjednoduchšia a najlacnejšia možnosť nástroja, ale v porovnaní so vstrekovaním vytvára vyššie úrovne blesku, menšiu rozmerovú konzistenciu a dlhšie časy cyklov. Zostáva praktický pre veľké, jednoduché diely s nízkym objemom výroby, kde je opodstatnenosť nákladov na nástroje dôležitejšia ako efektívnosť doby cyklu. Pretlačovacie lisovanie používa hrniec a piest na pretláčanie gumy zo zásobníka cez vtokové otvory do uzavretej formy, čo ponúka lepšiu rozmerovú kontrolu ako lisovanie, ale stále produkuje odpad z materiálu z prenosovej nádoby, ktorý sa musí zlikvidovať. Vstrekovanie eliminuje väčšinu tohto odpadu vstrekovaním len presného potrebného objemu výstrelu, poskytuje najkratšie a najkonzistentnejšie časy cyklov a vytvára najvyššiu rozmerovú presnosť – čo z neho robí preferovaný proces všade tam, kde objemy dielov a požiadavky na kvalitu odôvodňujú vyššiu investíciu do stroja.

Čo treba hodnotiť pri výbere stroja na vstrekovanie gumy
Výber správneho stroja na vstrekovanie gumy pre konkrétnu aplikáciu si vyžaduje vyhodnotenie niekoľkých vzájomne závislých špecifikácií, a nie zameranie sa na akékoľvek jediné číslo, ako je upínacia sila alebo veľkosť strely.
- Upínacia sila: Vypočítajte požadovanú upínaciu silu na základe projektovanej plochy dutiny a očakávaného vstrekovacieho tlaku. Vždy zahrňte bezpečnostnú rezervu aspoň o 10–15 % nad vypočítaným minimom, aby sa zohľadnila variabilita procesu.
- Objem výstrelu a priemer skrutky: Kapacita výstrelu stroja sa musí pohodlne prispôsobiť hmotnosti dielu plus hmotnosti bežiaceho systému bez toho, aby prekročila 80 % maximálneho objemu výstrelu, čo zaisťuje konzistentnú homogenizáciu materiálu v každom cykle.
- Bezpečnosť proti popáleniu: Vyhodnoťte dizajn valca stroja a presnosť regulácie teploty. Stroje určené pre zmesi citlivé na teplo alebo rýchlo vytvrdzujúce zmesi potrebujú tesne zónovú reguláciu teploty valca a konštrukciu skrutiek s krátkou dobou zdržania, aby sa zabránilo pripáleniu.
- Veľkosť formovacej dosky a denné svetlo: Uistite sa, že rozmery dosky stroja a maximálna vzdialenosť otvoru formy (denné svetlo) sú kompatibilné s rozmermi formy a výškou dielu pri vyhadzovaní.
- Schopnosť riadiaceho systému: V prípade zariadení s viacerými produktmi uprednostňujte stroje s ukladaním receptov, protokolovaním procesných údajov a možnosťou vzdialeného monitorovania, aby ste podporili sledovateľnosť kvality a skrátili čas nastavenia medzi úlohami.