Čo je stroj na lisovanie gumy?
A stroj na lisovanie gumy je hydraulický lis špeciálne navrhnutý na tvarovanie gumových zmesí aplikovaním riadeného tepla a tlaku v uzavretej dutine formy. Na rozdiel od vstrekovania, kde je materiál tlačený do formy cez bežiaci systém, lisovanie umiestni vopred odmeranú gumovú náplň - nazývanú predlisok - priamo do otvorenej dutiny formy. Lis potom uzatvorí formu pod vysokým hydraulickým tlakom za súčasného pôsobenia tepla, čo spôsobí, že guma vytečie, vyplní dutinu a vulkanizuje do trvalého pevného tvaru. Výsledkom je hotový gumený komponent, ktorý presne kopíruje geometriu formy.
Tieto stroje sú základom pre priemyselné odvetvia, ktoré sa spoliehajú na presné gumené komponenty: automobilové tesniace systémy, priemyselné tesnenia, letecké tlmiče vibrácií, komponenty zdravotníckych zariadení, podrážky obuvi a spotrebný tovar. Proces lisovania je cenený pre svoju jednoduchosť, relatívne nízke náklady na nástroje v porovnaní so vstrekovaním a jeho vhodnosť pre širokú škálu kaučukových zmesí vrátane prírodného kaučuku, silikónu, EPDM, neoprénu, nitrilu (NBR) a fluoroelastomérov (FKM). Samotný stroj je kontrolované prostredie, ktoré umožňuje konzistentnú, opakovateľnú vulkanizáciu vo výrobnom meradle.
Základný pracovný princíp: Teplo, tlak a vulkanizácia
Princíp činnosti lisu na lisovanie gumy sa točí okolo troch vzájomne závislých premenných: teploty, tlaku a doby vytvrdzovania. Tieto spoločne určujú, či lisovaná gumená časť spĺňa zamýšľané fyzikálne špecifikácie alebo či zlyhá v dôsledku nedostatočného vytvrdenia, nadmerného vytvrdenia alebo rozmerovej nepresnosti.
Forma - zvyčajne vyrobená z tvrdenej ocele alebo hliníka - je namontovaná medzi hornou a spodnou doskou hydraulického lisu. Elektrické vykurovacie telesá alebo parné okruhy uložené v doskách prenášajú teplo cez formu do gumovej náplne. Keď sa guma zahreje, zmäkne a stane sa poddajnou, potom tečie pod uzatváracím tlakom lisu, aby vyplnil každý obrys dutiny. Súčasne teplo aktivuje vulkanizačné činidlá (zvyčajne zlúčeniny síry alebo peroxidy) v kaučukovej zmesi, čím sa spustí zosieťovanie polymérnych reťazcov. Toto zosieťovanie premieňa mäkkú, termoplastu podobnú surovú gumu na elastickú, rozmerovo stálu, trvalo tvarovanú zložku.
Udržiavanie presnej rovnomernosti teploty na celom povrchu dosky je rozhodujúce. Nerovnomerná distribúcia tepla vedie k rozdielnym rýchlostiam vytvrdzovania v rámci jednej formy, čím vznikajú diely s nestálou tvrdosťou, povrchovými defektmi alebo vnútornými dutinami. Moderné lisovacie stroje používajú PID (proporcionálne-integrálne-derivačné) regulátory teploty na udržanie teploty valca v rozmedzí ±1 °C od nastavenej hodnoty počas výrobného cyklu.

Hlavné typy lisovacích lisov na gumu
Stroje na lisovanie gumy sú dostupné v niekoľkých konfiguráciách, z ktorých každá je vhodná pre rôzne výrobné prostredia, veľkosti dielov a úrovne automatizácie.
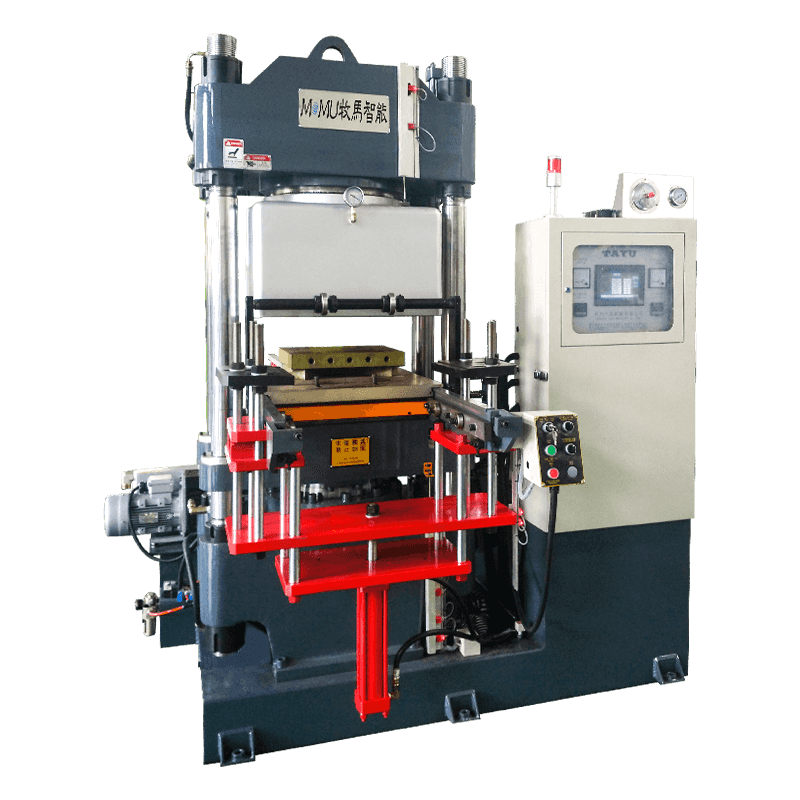
Tlač s jedným denným svetlom
Lis s jedným denným svetlom má jeden otvor medzi hornou a spodnou doskou, do ktorého je možné naraz umiestniť jednu formu. Toto je najbežnejšia konfigurácia pre malé až stredné výrobné série a pre lisovanie relatívne veľkých jednotlivých komponentov. Ponúka priamu obsluhu, jednoduchú výmenu formy a priamy prístup operátora k forme na vkladanie predlisku a vyberanie dielov. Jednodenné lisy sú k dispozícii s upínacími silami v rozsahu od 50 ton do viac ako 1 000 ton v závislosti od aplikácie.
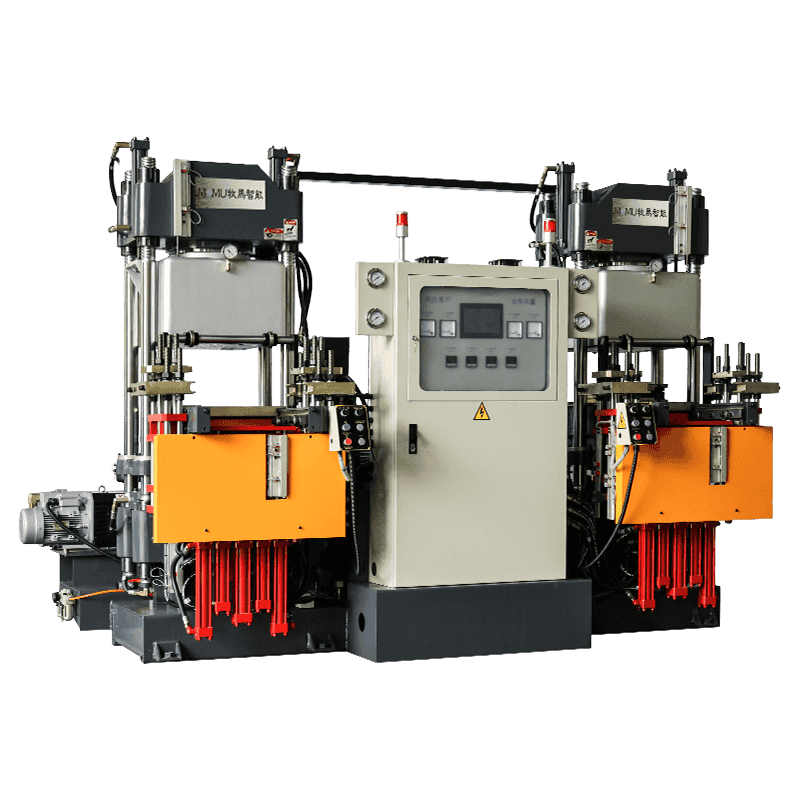
Multi-Daylight Press
Lisy s viacnásobným denným svetlom obsahujú viacero vyhrievaných platní naskladaných vertikálne, čím sa vytvára niekoľko otvorov foriem – alebo denných svetiel – ktoré fungujú súčasne v jednom zdvihu lisu. Táto konfigurácia dramaticky zvyšuje výkon na cyklus bez potreby ďalšej podlahovej plochy alebo samostatných lisov. Lis so štyrmi dennými svetlami efektívne štvornásobne zvyšuje počet dutín foriem aktívnych v každom výrobnom cykle, vďaka čomu je vysoko efektívny pre veľkoobjemovú výrobu malých až stredných gumových dielov, ako sú tesnenia, O-krúžky, vibračné držiaky a priechodky.
Rotačný alebo kyvadlový stolový lis
Rotačné a kyvadlové stolové lisy sú navrhnuté tak, aby zlepšili ergonómiu obsluhy a efektivitu cyklu oddelením nakladacej a vykladacej zóny od lisovacej zóny. Otočný otočný stôl alebo posuvný čln posúva formy do a von z lisu automaticky alebo poloautomaticky, čo umožňuje operátorovi nakladať predlisky a odoberať hotové diely na bezpečnej a dostupnej stanici, kým lis dokončí cyklus vytvrdzovania. Tento dizajn je obzvlášť účinný vo výrobných prostrediach s vysokou kadenciou, kde je prioritou minimalizácia neproduktívneho otvoreného času.
Lis na vákuové lisovanie
Pri aplikáciách vyžadujúcich gumové diely s vysokou integritou bez dutín – ako sú silikónové medicínske komponenty, letecké tesnenia alebo vysokonapäťové elektrické izolátory – lisy na vákuové lisovanie odvádzajú vzduch z dutiny formy pred a počas lisovacieho cyklu. Zvyškový vzduch zachytený vo forme môže spôsobiť pórovitosť, neúplné vyplnenie a povrchové chyby, ktoré sú v kritických aplikáciách neprijateľné. Vákuový systém odstraňuje tento vzduch predtým, ako guma zatečie a vulkanizuje, čím zaisťuje husté časti bez defektov, ktoré spĺňajú prísne normy kvality.
Vysvetlenie kľúčových technických špecifikácií
Výber správneho lisu na lisovanie gumy si vyžaduje jasné pochopenie technických špecifikácií, ktoré definujú jeho schopnosti. Najdôležitejšie na vyhodnotenie sú tieto parametre:
| Špecifikácia | Typický rozsah | Prečo na tom záleží |
| Upínacia sila | 50 – 2 000 ton | Určuje tlak v dutine formy a ovládanie blesku |
| Veľkosť dosky | 200×200 mm – 1500×1500 mm | Nastavuje maximálnu stopu formy a počet dutín |
| Teplotný rozsah | 100 °C – 250 °C | Musí spĺňať požiadavky na vulkanizáciu zmesi |
| Otváranie denným svetlom | 200 - 800 mm | Musí sa prispôsobiť výške formy a bezpečnej vôli pri nakladaní |
| Rovnomernosť teploty | ±1°C – ±3°C | Rozhodujúce pre konzistentné vytvrdzovanie na celej ploche dosky |
| Kontrolný systém | HMI s dotykovou obrazovkou PLC | Umožňuje ukladanie receptov, monitorovanie procesov, správu alarmov |
Upínacia sila je pravdepodobne najzákladnejšou špecifikáciou. Musí postačovať na to, aby bola forma úplne uzavretá proti vnútornému tlaku generovanému kaučukovou zmesou, keď mäkne a expanduje počas zahrievania. Nedostatočná upínacia sila umožňuje otvoreniu formy, čo spôsobuje nadmerné ohýbanie – tenké gumené rebrá na deliacej línii – čo si vyžaduje prácne orezávanie po forme a zvyšuje plytvanie materiálom.
Gumové zmesi vhodné na lisovanie
Nie všetky gumové zmesi sú rovnako vhodné na lisovanie a stroj musí byť vhodne nakonfigurovaný pre spracovávaný materiál. Medzi najčastejšie spracovávané zlúčeniny patria:
- Prírodný kaučuk (NR): Vynikajúce mechanické vlastnosti a elasticita; široko používané v priemyselných a automobilových aplikáciách; ľahko vulkanizuje pri 150-170°C.
- Silikón (VMQ/HCR): Vynikajúca teplotná odolnosť (-60°C až 230°C), biokompatibilita a odolnosť voči poveternostným vplyvom; vyžaduje presnú reguláciu teploty typicky v rozsahu 160–180 °C; široko používané v medicínskych aplikáciách a aplikáciách prichádzajúcich do styku s potravinami.
- EPDM: Vynikajúca odolnosť voči ozónu, UV žiareniu a poveternostným vplyvom; bežne používané na vonkajšie tesnenia, tesnenia a strešné profily; zvyčajne lisované pri 160 – 180 °C.
- Nitril (NBR): Vynikajúca odolnosť voči oleju a palivu; štandardný materiál pre automobilové olejové tesnenia, komponenty palivového systému a hydraulické tesnenia; lisované pri 150-170°C.
- Fluórový elastomér (FKM/Viton): Výnimočná odolnosť voči teplu, chemikáliám a palivám; používa sa v náročných aplikáciách leteckého, automobilového a chemického spracovania; vyžaduje vyššie formovacie teploty 175–200 °C a dlhšie cykly vytvrdzovania.
- Neoprén (CR): Dobrá rovnováha odolnosti voči olejom a poveternostným vplyvom; používa sa na hadice, remene a plášte káblov; lisované pri 150-170°C.
Funkcie automatizácie a riadenia v moderných strojoch
Moderné lisy na lisovanie gumy sa vyvinuli ďaleko za hranice jednoduchých hydraulických lisov s ručným ovládaním. Dnešné stroje obsahujú sofistikované funkcie automatizácie a digitálneho riadenia, ktoré zlepšujú konzistenciu procesov, znižujú závislosť operátora a umožňujú integráciu do širších systémov riadenia továrne.
Riadenie procesov na báze PLC
Programmable Logic Controllers (PLC) riadia celý lisovací cyklus – rýchlosť zatvárania, zvyšovanie tlaku, čas vytvrdzovania, postupnosť otvárania a vyhadzovanie – na základe uložených receptov. Každá kombinácia gumovej zmesi a formy môže mať svoj vlastný uložený program, ktorý umožňuje operátorom prepínať produkty jednoduchým výberom vhodného receptu na dotykovej obrazovke HMI namiesto manuálneho nastavovania parametrov. Riadenie založené na receptúre eliminuje chyby nastavenia a zaisťuje, že každá výrobná séria začína od overenej základnej línie.
Automatické odvzdušnenie a odplynenie
Mnohé stroje obsahujú programovateľné sekvencie odplyňovania – krátke kontrolované otvorenie lisu počas počiatočnej fázy vytvrdzovacieho cyklu – ktoré umožňujú zachytenému vzduchu a prchavým látkam uniknúť z formy pred konečným uzavretím a úplným vytvrdením. Toto je obzvlášť dôležité pre hrubé alebo zložité časti, kde je vnútorná pórovitosť bežnou chybou. Niektoré lisy tiež integrujú robotické ramená alebo mechanické odstraňovacie nástroje, ktoré odstraňujú záblesky z dielov ihneď po vybratí z formy, čím sa redukuje ručná dokončovacia práca.
Záznam údajov a sledovateľnosť kvality
Priemyselné kompresné lisy čoraz viac zahŕňajú možnosti zaznamenávania údajov, ktoré zaznamenávajú teplotu, tlak, čas cyklu a alarmové udalosti pre každý výrobný cyklus. Táto sledovateľnosť je kritická v regulovaných odvetviach, ako sú zdravotnícke zariadenia a letecký priemysel, kde sa musia uchovávať a kontrolovať výrobné záznamy. Riadiace panely monitorovania v reálnom čase umožňujú vedúcim výroby sledovať výkon stroja na viacerých lisoch súčasne a identifikovať odchýlky skôr, ako povedú k chybným sériám.
Ako si vybrať správny stroj pre vašu aplikáciu
Výber lisu na lisovanie gumy je rozhodnutie s viacerými premennými, ktoré by sa malo riadiť skôr vašimi špecifickými požiadavkami na produkt, objemami výroby a typmi materiálov, než samotnými nákladmi na stroj. Systematicky pracujte na nasledujúcich úvahách:
- Definujte geometriu dielu a veľkosť formy: Rozmery dosky sa musia pohodlne prispôsobiť vašej forme s vôľou na všetkých stranách. Pre viacdutinové formy vypočítajte celkovú projektovanú plochu, aby ste určili minimálnu potrebnú upínaciu silu.
- Identifikujte svoju gumovú zmes: Potvrďte rozsah teplôt vulkanizácie a čas vytvrdzovania pre vašu zmes. Zabezpečte, aby vykurovací systém stroja mohol dosiahnuť a udržiavať túto teplotu na celej platni s jednotnosťou, ktorá je potrebná pre vaše štandardy kvality.
- Posúdiť objem výroby: Veľkoobjemová výroba malých dielov ťaží z konfigurácií s viacerými dennými svetlami alebo automatizácie otočného stola. Nízky až stredný objem veľkých alebo zložitých dielov zvyčajne vyhovuje lisu s jedným denným svetlom s riadením PLC na základe receptúry.
- Zvážte požiadavky na kvalitu: Aplikácie vyžadujúce diely bez dutín – lekárske, letecké, vysokonapäťové elektrické – vyžadujú lisovanie s pomocou vákua. Faktorová integrácia vákuového systému do vašej špecifikácie a rozpočtu už od začiatku.
- Vyhodnoťte popredajnú podporu: Stroje na lisovanie gumy vyžadujú pravidelnú údržbu hydraulických systémov, vykurovacích telies a ovládacích komponentov. Výber dodávateľa s dostupnou technickou podporou, dostupnými náhradnými dielmi a schopnosťou miestnych služieb chráni vašu investíciu do prevádzkyschopnosti výroby počas životnosti stroja.
Stroj na lisovanie gumy je dlhodobá kapitálová investícia, ktorej návratnosť závisí výlučne od prispôsobenia jej schopností požiadavkám vášho výrobného procesu. Ak si nájdete čas na správnu špecifikáciu – namiesto toho, aby ste predvolene zvolili možnosť s najnižšími nákladmi – konzistentne poskytuje lepšiu kvalitu dielov, nižšiu mieru šrotu a spoľahlivejšiu priepustnosť počas prevádzkovej životnosti stroja.