Čo je stroj na upínanie tekutých silikónových foriem?
A stroj na upínanie tekutých silikónových foriem je špecializovaný vstrekovací systém navrhnutý špeciálne na spracovanie tekutého silikónového kaučuku (LSR). Na rozdiel od bežných termoplastických vstrekovacích lisov sú upínacie stroje LSR skonštruované tak, aby zvládali jedinečné reologické a tepelné vlastnosti tekutého silikónu – dvojzložkového materiálu, ktorý zostáva tekutý pri izbovej teplote a vulkanizuje (vytvrdzuje), keď je vystavený teplu v uzavretej forme. Stroj zovrie polovice formy dohromady pod presne kontrolovaným tlakom, vstrekne zmiešanú zmes LSR do dutiny formy, aplikuje teplo na vytvrdzovanie a potom sa otvorí, aby sa uvoľnil hotový diel.
Tieto stroje sú široko používané vo výrobe zdravotníckych pomôcok, automobilových súčiastok, spotrebnej elektroniky, detských výrobkov a priemyselných tesnení. Ich schopnosť vyrábať vysoko presné silikónové diely bez blesku vo veľkých objemoch s minimálnym odpadom z nich robí nevyhnutnú súčasť vybavenia všade tam, kde sú vo výrobnom meradle potrebné komponenty LSR.
Ako funguje systém upínania formy pri spracovaní LSR
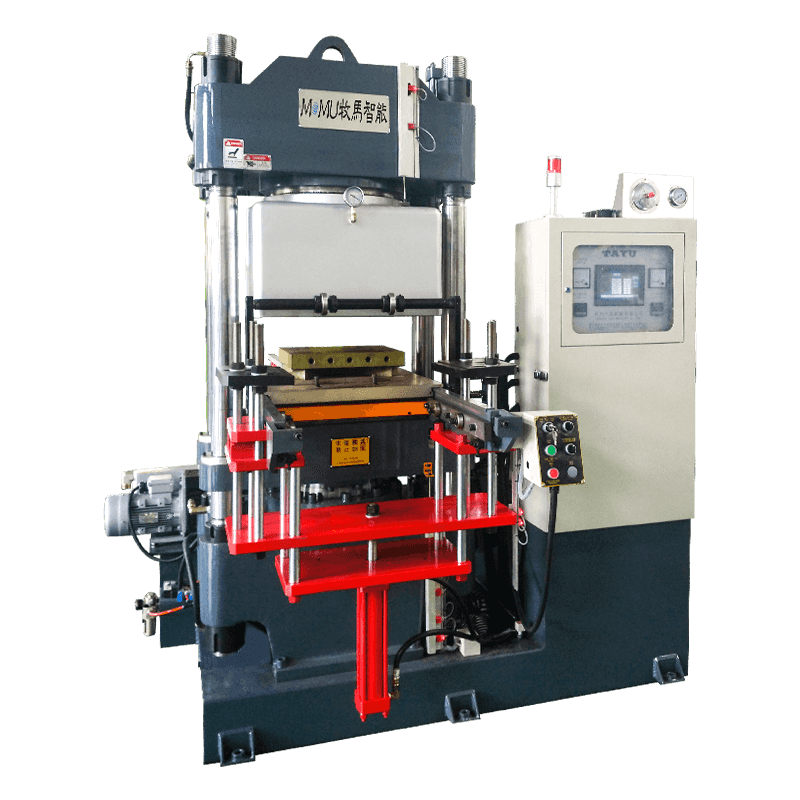
Upínacia jednotka formy je štrukturálnym jadrom akéhokoľvek stroja na vstrekovanie tekutého silikónu. Jeho primárnou funkciou je držať dve polovice formy pohromade dostatočnou silou, aby odolali vstrekovaciemu tlaku aplikovanému počas plnenia materiálu. Pri lisovaní LSR je vstrekovací tlak zvyčajne nižší ako pri lisovaní termoplastov, ale upínací systém stále hrá rozhodujúcu úlohu pri zabezpečovaní dokonale utesnenej dutiny formy, ktorá zabraňuje vyblednutiu - tenkému filmu prebytočného materiálu, ktorý sa vytvára na deliacich čiarach, keď je upínacia sila nedostatočná.
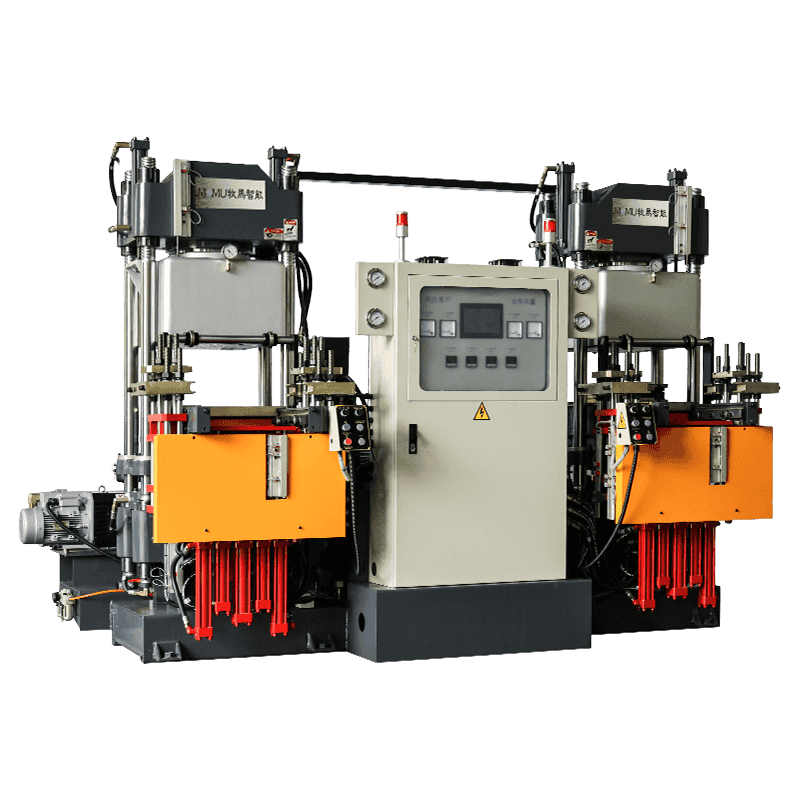
Väčšina strojov na upínanie tekutých silikónových foriem používa hydraulický alebo servoelektrický upínací mechanizmus. Kĺbový systém znásobuje silu generovanú hydraulickým valcom alebo servomotorom prostredníctvom mechanického spojenia, čím sa dosahuje veľmi vysoká upínacia tonáž s relatívne kompaktnými komponentmi pohonu. Počas vstrekovania upínací systém zablokuje formu v zatvorenej polohe, pričom udržiava konzistentný tlak počas cyklu plnenia a vytvrdzovania. Po dokončení vulkanizácie sa svorka otvorí a vyhadzovací systém - zvyčajne pneumatický alebo mechanický - uvoľní hotový diel z dutiny formy.
Pretože LSR musí byť udržiavaný v chlade vo valci a vstrekovacom systéme (aby sa zabránilo predčasnému vytvrdzovaniu), zatiaľ čo samotná forma sa zahrieva, aby sa spustila vulkanizácia, upínacia jednotka musí obsahovať tepelne izolovanú zostavu formy. Izolačné dosky sa zvyčajne inštalujú medzi formu a dosky stroja, aby sa zabránilo prenosu tepla z vyhrievanej formy do konštrukcie stroja, čím sa chránia komponenty a zachováva sa energetická účinnosť.
Kľúčové technické špecifikácie na vyhodnotenie
Výber správneho stroja na upínanie tekutých silikónových foriem vyžaduje starostlivú pozornosť na celý rad technických parametrov. Každá špecifikácia má priamy vplyv na kvalitu lisovaných dielov, čas cyklu a rozsah foriem a produktov, ktoré môže stroj umiestniť.
Špecifikácie primárneho stroja
| Špecifikácia | Typický rozsah / popis |
| Upínacia sila | 50 kN až 10 000 kN (5 až 1 000 ton) |
| Veľkosť dosky | Líši sa podľa tonáže stroja; musí zodpovedať rozmerom formy |
| Rozsah teplôt formy | 150 °C až 220 °C (302 °F až 428 °F) |
| Typ vstrekovacej jednotky | Špeciálny systém dávkovacej pumpy LSR (komponenty A B) |
| Teplota suda | Ochladený na 5°C–15°C, aby sa zabránilo predčasnému vytvrdnutiu |
| Kontrolný systém | PLC s dotykovou obrazovkou HMI; programovateľné parametre cyklu |
| Rozostup spojovacích tyčí | Definuje maximálnu šírku formy, ktorú možno nainštalovať |
| Otváranie denným svetlom | Maximálna vzdialenosť medzi doskami pri otvorení |
Upínacia sila patrí medzi najdôležitejšie parametre. Musí postačovať na to, aby bola forma utesnená proti vstrekovaciemu tlaku bez nadmerného upnutia, ktoré môže časom poškodiť deliace plochy formy. Výpočet požadovanej upínacej sily zahŕňa vynásobenie projektovanej plochy dutín formy tlakom v dutine a pridanie bezpečnostnej rezervy 10–20 % na zohľadnenie variácií procesu.
Dávkovací a vstrekovací systém LSR
Na rozdiel od vstrekovania termoplastov, kde sa taví a vstrekuje jedna živica, spracovanie LSR vyžaduje dvojzložkový dávkovací systém, ktorý pred vstrekovaním presne odmeria a zmieša základnú silikónovú zlúčeninu (zložka A) a platinový katalyzátor (zložka B) v pomere 1:1. Stroj na upínanie tekutých silikónových foriem je zvyčajne spárovaný s vyhradenou jednotkou dávkovacieho čerpadla LSR, ktorá čerpá zo zásobovacích bubnov, dávkuje obe zložky pomocou zubových čerpadiel alebo piestových čerpadiel, mieša ich cez statický mixér a dodáva zmiešanú zmes do vstrekovacieho valca.
Vstrekovací valec a závitovka sú chladené vodou alebo s regulovanou teplotou, aby sa LSR udržala pri nízkej teplote – zvyčajne medzi 5 °C a 15 °C – čím sa zabráni predčasnej vulkanizácii v prívodnom systéme. Konštrukcia skrutiek pre LSR sa líši od štandardných termoplastických skrutiek; typicky má nižší kompresný pomer a nemá žiadny kontrolný krúžok, pretože LSR nevyžaduje plastifikáciu rovnakým spôsobom a ľahko tečie pri malom strihu. Injekcia je riadená presným objemovým dávkovaním, a nie spätným dávkovaním, čím sa zaisťuje konzistencia medzi jednotlivými dávkami.

Systémy vstrekovania pigmentu sú často integrované do dávkovacej jednotky, čo umožňuje pridávanie farby v presných množstvách priamo do toku materiálu pre farebné produkty LSR bez kontaminácie sudov so zásobou.
Požiadavky na dizajn formy pre upínacie stroje LSR
Forma použitá v stroji na upínanie foriem z tekutého silikónu má niekoľko konštrukčných požiadaviek, ktoré sa výrazne líšia od termoplastických foriem. Pretože LSR má veľmi nízku viskozitu a ľahko tečie pod tlakom, forma musí byť opracovaná s extrémne úzkymi toleranciami na deliacej línii – zvyčajne do 0,005 mm – aby sa zabránilo tvorbe výronov. Dokonca aj malé medzery na deliacom povrchu umožňujú LSR presakovať a vytvárať tenké silikónové filmy, ktoré je potrebné odstrániť ručne a ktoré znižujú kvalitu a výťažnosť dielu.
Kritické prvky dizajnu formy LSR
- Systémy studených vtokov: Formy LSR často používajú systémy studených vtokových kanálov alebo ventilových vtokov na elimináciu vtokového kanála a odpadu žľabu, pretože žľaby LSR nie je možné po vytvrdnutí prebrúsiť a znova použiť.
- Vákuové vetranie: Vákuové systémy sú integrované na odsávanie vzduchu z dutiny formy pred vstrekovaním, čím sa zabraňuje zachyteniu vzduchu, ktoré by spôsobilo dutiny alebo neúplné vyplnenie presných dielov.
- Rovnomerné vyhrievanie formy: Elektrické vykurovacie telesá alebo vykurovacie kanály na báze oleja musia byť rovnomerne rozmiestnené po celej forme, aby sa zabezpečilo konzistentné vytvrdzovanie vo všetkých dutinách v nástrojoch s viacerými dutinami.
- Tepelne izolačné dosky: Inštaluje sa medzi základňu formy a dosky stroja, aby sa minimalizovali tepelné straty konštrukcie stroja a znížila spotreba energie počas výroby.
- Deformačné systémy: Pretože vytvrdený silikón je flexibilný a priľnavý, formy musia obsahovať účinné rozloženie vyhadzovacích kolíkov, odstraňovacie platne alebo odformovanie vzduchom, aby sa časti uvoľnili bez trhania alebo deformácie.
Odvetvia a produkty, ktoré sa spoliehajú na upínacie stroje LSR
Stroje na upínanie foriem z tekutého silikónu slúžia rôznym odvetviam, poháňaným jedinečnou kombináciou vlastností, ktoré LSR ponúka – biokompatibilita, teplotná odolnosť, chemická inertnosť, optická čistota a dlhodobá flexibilita. Vďaka presnosti a opakovateľnosti procesu upínania a vstrekovania sú tieto stroje vhodné pre náročné aplikácie, kde sa nedá vyjednávať o rozmerovej konzistencii a celistvosti materiálu.
- Lekárske pomôcky: Biokompatibilita LSR ho robí ideálnym pre tesnenia, ventily, katétre, dýchacie masky, komponenty načúvacích pomôcok a časti implantovateľných zariadení, ktoré vyžadujú súlad s USP triedou VI alebo ISO 10993.
- Automobilový priemysel: Plášte zapaľovacích sviečok, tesnenia, tesnenia snímačov a tesniace krúžky odolné voči kvapalinám sa bežne vyrábajú v LSR vďaka svojej schopnosti odolávať teplotám od -60 °C do 200 °C.
- Produkty pre dojčatá a dojčatá: Cumlíky na fľaše, cumlíky, hryzátka a príslušenstvo na kŕmenie vyžadujú vlastnosti LSR, ktoré sú potravinárske, chuťovo neutrálne a odolné voči sterilizácii.
- Spotrebná elektronika: Vodotesné membrány klávesnice, tesnenia tlačidiel, remienky na nositeľné zariadenia a káblové priechodky ťažia z flexibility a odolnosti LSR voči životnému prostrediu.
- Priemyselné tesnenie: Vlastné tesnenia, membrány, vlnovce a tesnenia pre čerpadlá, ventily a systémy na manipuláciu s kvapalinami v chemickom a potravinárskom priemysle.
Výhody použitia špeciálneho stroja na upínanie foriem LSR
Zatiaľ čo niektorí výrobcovia sa pokúšajú prispôsobiť štandardné termoplastické vstrekovacie lisy na spracovanie LSR, špeciálne stroje na upínanie tekutých silikónových foriem ponúkajú značné prevádzkové a kvalitatívne výhody, ktoré oprávňujú investíciu do akejkoľvek serióznej výrobnej operácie LSR.
- Presné ovládanie upnutia: Účelovo vytvorené upínacie systémy poskytujú konzistentnú, merateľnú tonáž s možnosťou jemného nastavenia, čím zaisťujú opakovateľné utesnenie formy počas každého cyklu.
- Integrovaný systém vstrekovania za studena: Zostava chladeného valca a skrutky je navrhnutá špeciálne pre LSR, čím eliminuje kompromisy potrebné pri prispôsobovaní termoplastického zariadenia.
- Výroba bez blesku: Vysoko presná paralelnosť dosky a riadená upínacia sila umožňujú tvarovanie s nulovým alebo minimálnym bleskom, čím sa znižuje práca po spracovaní a plytvanie materiálom.
- Plne automatizované cykly: Integrácia s robotickým odstraňovaním dielov, systémami vizuálnej kontroly a dopravníkovými systémami umožňuje výrobu bez osvetlenia s minimálnymi zásahmi operátora.
- Proces zaznamenávania údajov: Moderné upínacie stroje LSR zaznamenávajú vstrekovací tlak, teplotu formy, čas vytvrdzovania a údaje o upínacej sile pre každý cyklus, čím podporujú sledovateľnosť kvality v regulovaných odvetviach.
Ako vybrať správny stroj pre vašu aplikáciu LSR
Výber správneho stroja na upínanie tekutých silikónových foriem začína podrobnou analýzou dielov, ktoré sa majú vyrobiť. Projektovaná plocha najväčšieho usporiadania dutiny formy určuje minimálnu potrebnú upínaciu silu. Požiadavky na objem dávky na základe hmotnosti dielu a počtu dutín určujú potrebnú kapacitu dávkovacieho systému. Fyzické rozmery formy – výška, šírka a výška stohu – musia zodpovedať veľkosti dosky stroja, rozstupu spojovacích tyčí a špecifikáciám otvárania pri dennom svetle.
Pri výbere stroja by sa mali riadiť aj ciele objemu výroby a očakávaný čas cyklu. Formy s vyššou kavitáciou bežiace na strojoch so servoelektrickým upínacím systémom môžu dosiahnuť rýchlejšie časy suchých cyklov a energeticky efektívnejšiu prevádzku v porovnaní s plne hydraulickými alternatívami, čo vedie k nižším nákladom na diel pri veľkých objemoch. Pre medicínske alebo regulované aplikácie je nevyhnutné pred kúpou overiť, či stroj podporuje záznam údajov v súlade s 21 CFR Part 11 alebo ekvivalentné štandardy procesnej dokumentácie.
Nakoniec, popredajný servis, dostupnosť náhradných dielov a technická podpora od výrobcu by sa mali hodnotiť rovnako starostlivo ako technické špecifikácie stroja. Dobre podporovaný stroj so spoľahlivou lokálnou servisnou infraštruktúrou prinesie výrazne lepšiu dlhodobú hodnotu ako lacnejšia alternatíva s obmedzeným prístupom k podpore, najmä v produkčných prostrediach s vysokým dopytom, kde neplánované prestoje majú priamy vplyv na záväzky dodania a prevádzkové náklady.