Lisovanie gumy je jedným z najstarších a najpoužívanejších procesov pri výrobe gumových dielov a stroj v centre tohto procesu – lis na lisovanie gumy – zostáva základným kameňom výrobných liniek v automobilovom, leteckom priemysle, priemysle tesnení a spotrebnom tovare. Napriek vzostupu technológií vstrekovania a transferového lisovania, lisovanie trvá vďaka svojej jednoduchosti, výhodám v oblasti nákladov na nástroje a vhodnosti pre širokú škálu gumových zmesí a geometrií dielov. Pochopenie toho, ako tieto stroje fungujú, čo odlišuje vysokokvalitné vybavenie od priemeru a ako prispôsobiť špecifikácie stroja vašim výrobným potrebám, je nevyhnutné pre inžinierov, manažérov obstarávania a operátorov závodov, ktorí pracujú s výrobkami z vulkanizovanej gumy.
Čo robí stroj na lisovanie gumy
A stroj na lisovanie gumy aplikuje kontrolované teplo a tlak na vopred odmeranú dávku nevytvrdenej gumovej zmesi umiestnenú priamo do otvorenej dutiny formy. Keď stroj uzavrie formu pod hydraulickým tlakom, guma je nútená prispôsobiť sa tvaru dutiny. Trvalé teplo – zvyčajne medzi 150 °C a 200 °C v závislosti od zlúčeniny – spúšťa vulkanizáciu, proces chemického zosieťovania, ktorý premieňa mäkkú, ohybnú gumovú zmes na trvanlivú, elastickú hotovú časť. Po dokončení cyklu vytvrdzovania sa forma otvorí a súčiastka sa vyberie, čo často vyžaduje ručné odstránenie oplachovania, aby sa orezal prebytočný materiál, ktorý pretiekol do deliacej čiary.
Proces lisovania je obzvlášť vhodný pre prírodný kaučuk, EPDM, silikón, neoprén, nitril (NBR) a fluoroelastoméry (FKM/Viton). Bežne sa používa na výrobu tesnení, tesnení, O-krúžkov, tlmičov vibrácií, membrán, puzdier a vlastných gumových profilov. Pretože je forma počas nakladania otvorená, lisovanie obsahuje gumu vystuženú tkaninou, diely spájané kovom a gumou a vložky prirodzenejšie ako procesy vstrekovania, čo z neho robí preferovanú metódu pre zložité kompozitné gumové komponenty.
Hlavné komponenty stroja na lisovanie gumy
Pochopenie hlavných komponentov lisu na lisovanie objasňuje jeho prevádzkové princípy a kľúčové faktory kvality, ktoré je potrebné vyhodnotiť pri porovnávaní modelov od rôznych výrobcov.
Hydraulický systém
Hydraulický systém je srdcom stroja, ktorý vytvára silu. Hydraulické čerpadlo poháňa kvapalinu do valcov, ktoré poháňajú pohyblivú dosku, vytvárajúc upínaciu silu, ktorá uzatvára formu a udržiava tlak počas celého cyklu vytvrdzovania. Upínacia sila sa meria v tonách a priamo určuje maximálnu veľkosť formy a dosiahnuteľný tlak v dutine. Stroje siahajú od malých stolových jednotiek s hmotnosťou 10 až 50 ton pre laboratórne a prototypové práce až po veľké výrobné lisy presahujúce 1 000 ton pre automobilové a priemyselné diely. Stabilita tlaku hydraulického systému počas vytvrdzovania je kritická – kolísanie spôsobuje rozmerové odchýlky hotového dielu a môže viesť k neúplnej výplni alebo dutinám v gume.

Vyhrievané platne
Horné a spodné dosky sú ploché, presne brúsené kovové dosky, ktoré držia polovice formy a prenášajú do nich teplo. Platne sú vnútorne vyhrievané pomocou elektrických odporových prvkov, pary alebo cirkulácie horúceho oleja. Elektrický ohrev je u moderných strojov najrozšírenejší pre jeho presnú ovládateľnosť a jednoduchú údržbu. Parné vykurovanie ponúka rýchle zahrievanie, vyžaduje si však infraštruktúru a systémy riadenia tlaku. Rovnomernosť rozloženia teploty na povrchu dosky je jedným z najdôležitejších ukazovateľov kvality lisu na lisovanie – kolísanie teploty o viac ako ± 3 °C naprieč doskou môže spôsobiť nerovnomerné vytvrdzovanie, výsledkom čoho sú diely s nekonzistentnou tvrdosťou, hustotou a rozmerovou presnosťou naprieč formou.
Kontrolný systém
Moderné stroje na lisovanie gumy používajú riadiace systémy založené na PLC (programovateľný logický ovládač) s dotykovými panelmi HMI (rozhranie človek-stroj), ktoré operátorom umožňujú programovať a ukladať recepty na vytvrdzovanie – kombinácie nastavení teploty, tlaku a času pre špecifické gumové zmesi a geometrie dielov. Pokročilé stroje ponúkajú viacstupňové riadenie tlaku, automatické dýchanie formy (riadené okamžité uvoľnenie tlaku, aby sa umožnil únik zachyteného vzduchu a prchavých látok počas vytvrdzovania) a integrácia s monitorovaním výroby a systémami údajov o kvalite. Stroje základnej úrovne môžu používať jednoduchšie reléové alebo analógové ovládacie prvky časovača a termostatu, ktoré obmedzujú presnosť a sledovateľnosť, ale znižujú náklady.
Kľúčové parametre procesu a ako ovplyvňujú kvalitu dielov
Kvalita lisovania gumy sa riadi tromi vzájomne závislými procesnými parametrami: teplotou, tlakom a časom. Základom konzistentnej výroby je ich správne prispôsobenie pre konkrétnu gumovú zmes a dizajn formy.
| Parameter | Typický rozsah | Účinok príliš nízky | Účinok príliš vysoký |
| Teplota | 150 °C – 200 °C | Nedostatočné vytvrdenie; mäkké, slabé časti | Overcure; krehkosť, degradácia povrchu |
| Tlak | 5 – 15 MPa tlak v dutine | Neúplná výplň; pórovitosť; krátke zábery | Nadmerný blesk; poškodenie plesní |
| Cure Time | 2 – 20 minút (v závislosti od zlúčeniny) | Nedostatočné vytvrdenie; lepkavosť; zlé mechanické vlastnosti | Reverzia (v NR); stratený čas cyklu |
Doba vytvrdzovania je špecifická pre zlúčeninu a musí sa stanoviť testovaním reometrom (pomocou nástrojov, ako je reometer s pohyblivou matricou MDR) pred začatím výroby. Reometer generuje krivku vytvrdzovania, ktorá ukazuje optimálny čas vytvrdzovania (T90 – čas na dosiahnutie 90 % maximálneho krútiaceho momentu) pre danú teplotu. Bežné diely pri T90 namiesto nadmerného vytvrdzovania znižujú čas cyklu a spotrebu energie bez ohrozenia mechanických vlastností. Mnohé výrobné zariadenia uchovávajú údaje o vytvrdzovaní z reometra spolu s receptúrami na vytvrdzovanie PLC, aby sa zachovala sledovateľnosť a umožnila sa rýchla úprava receptúry pri zmene šarží surovín.
Typy lisovacích lisov na gumu
Stroje na lisovanie gumy sú dostupné v niekoľkých konštrukčných a prevádzkových konfiguráciách, z ktorých každá je vhodná pre rôzne výrobné rozsahy a požiadavky na diely.
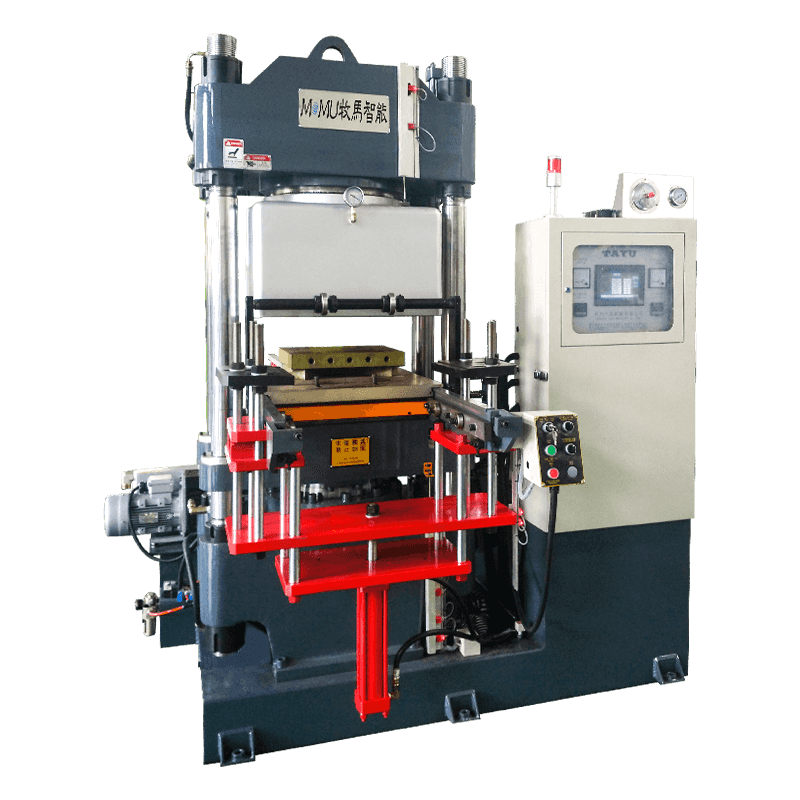
- Jednodenná tlač: Najbežnejšia konfigurácia s jednou sadou horných a dolných dosák, ktoré sa otvárajú a zatvárajú v jednej akcii. Jednoduchá obsluha a údržba a vhodná pre väčšinu štandardných gumených dielov. Dostupné vo veľkostiach od stolových laboratórnych modelov až po veľké priemyselné lisy.
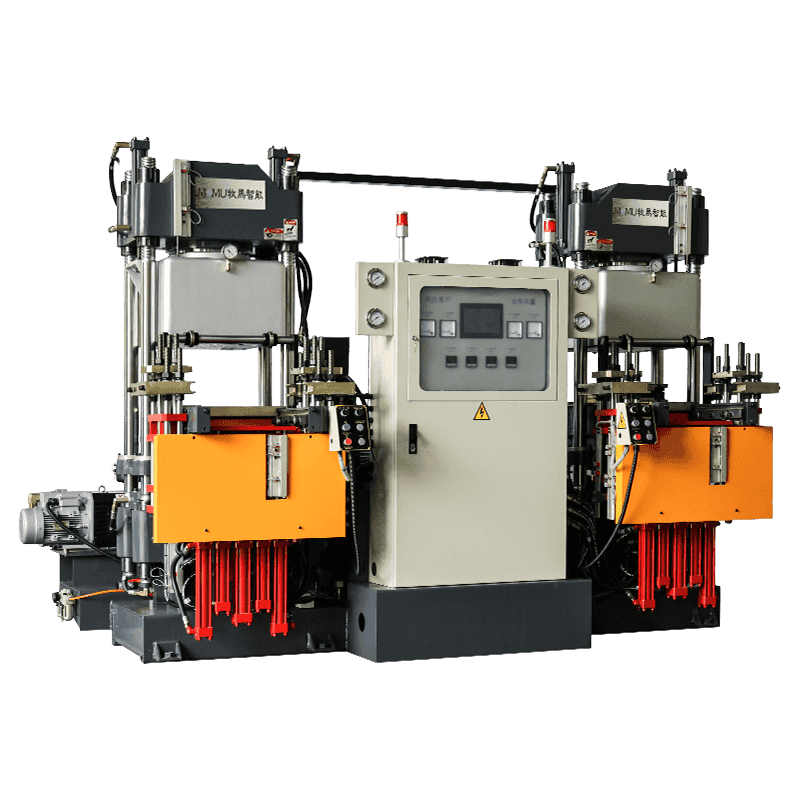
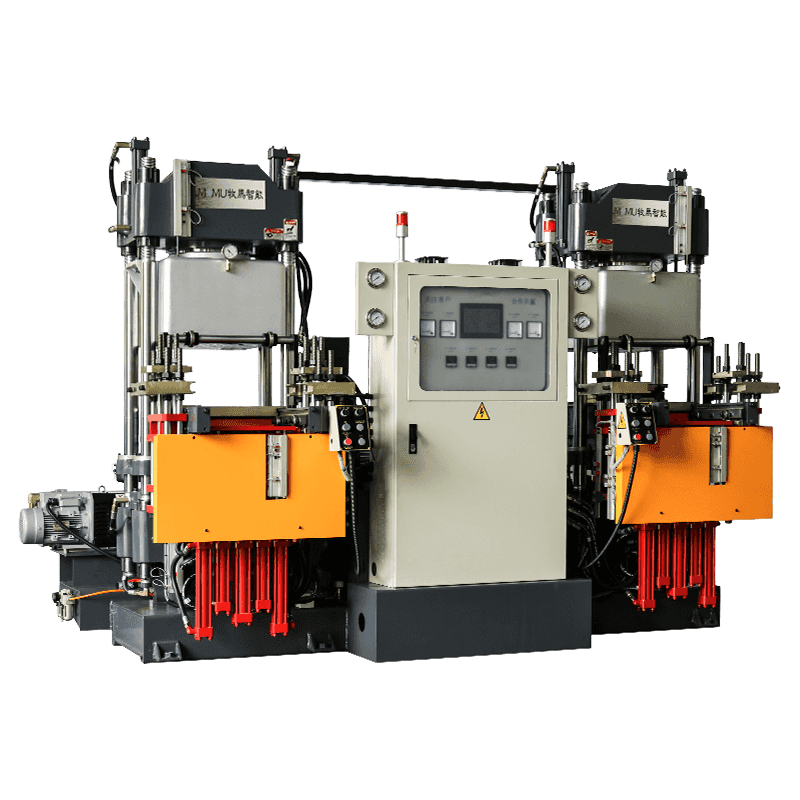
- Viacdenná tlač: Obsahuje viacero úrovní otvárania foriem (denné svetlo) naskladaných vertikálne v rámci jedného lisovacieho rámu, čo umožňuje vytvrdzovať niekoľko foriem súčasne v jednom lisovacom cykle. Výrazne zvyšuje výkon na stopu stroja a je široko používaný pri výrobe veľkoobjemových tesnení a tesnení.
- Lis s otočným stolom: Používa otočný karusel formovacích staníc, ktoré indexujú cez pozície nakladania, lisovania a vykladania. Umožňuje nepretržitú prevádzku so zníženými prestojmi operátora medzi cyklami, dobre sa hodí na veľkoobjemovú výrobu malých až stredných dielov.
- Vákuový lisovací stroj: Tieto stroje, vybavené vákuovou komorou okolo oblasti formy, odvádzajú vzduch z dutiny formy pred a počas uzatvárania. To zabraňuje zachyteniu vzduchu v gume, čo je kritické pre silikónové diely a iné aplikácie, kde je pórovitosť neprijateľná – ako sú napríklad zdravotnícke pomôcky, tesnenia prichádzajúce do styku s potravinami a vysokovýkonné membrány.
- Štvorstĺpový hydraulický lis: Používa štyri vertikálne vodiace stĺpy okolo oblasti dosky pre presnú rovnobežnosť počas uzatvárania formy. Uprednostňuje sa pre veľké alebo presné formy, kde by vychýlenie alebo vychýlenie dosky spôsobilo nerovnomerný záblesk, nesúlad deliacej čiary alebo odchýlky rozmerov naprieč formou.
Lisovanie lisovaním verzus transferové a vstrekovacie lisovanie pre gumu
Výrobcovia gumy často čelia rozhodnutiu, či je lisovanie, prenos alebo vstrekovanie ten správny proces pre konkrétny diel. Každý z nich má jasné výhody a obmedzenia, ktoré by sa mali vyhodnotiť vzhľadom na objem výroby, zložitosť dielov, typ materiálu a rozpočet na nástroje.
| Faktor | Kompresia | Prestup | Injekcia |
| Náklady na nástroje | Nízka | Stredná | Vysoká |
| Čas cyklu | Dlhšie | Stredná | Najkratšie |
| Materiálový odpad | Stredný (blesk) | Mierne (hrnček/vtok) | Nízka |
| Zložitosť časti | Nízka to Medium | Stredná | Vysoká |
| Vložiť lištu | Výborne | Dobre | Obmedzené |
| Objemová vhodnosť | Nízka to medium | Stredná | Vysoká volume |
| Vyžaduje sa zručnosť operátora | Mierne | Mierne | Vysokáer |
Lisovanie trvalo vyhráva na cene nástrojov a flexibilite tvarovania vložiek, a preto zostáva dominantným procesom pre vývoj prototypov, krátke výrobné série a diely vyžadujúce spájanie kovov alebo textílií. Pre aplikácie s veľmi veľkým objemom, kde sa cena práce na diel stáva dominantným ekonomickým faktorom, automatický cyklus vstrekovania a minimálna požiadavka na rýchle orezanie vo všeobecnosti odôvodňujú vyššie investície do vybavenia a nástrojov.
Čo treba hodnotiť pri výbere lisu na gumu
Výber správneho stroja vyžaduje starostlivé zosúladenie medzi špecifikáciami vášho produktu, objemom výroby, gumovými zmesami a prevádzkovým prostredím. Nákup nedostatočne špecifikovaného vybavenia vytvára prekážky; nadmerná špecifikácia odpadového kapitálu. Každé seriózne hodnotenie by sa malo riadiť týmito kritériami:
- Upínacia sila: Vypočítajte požadovanú tonáž na základe projektovaného tlaku v dutine (zvyčajne 7 až 12 MPa pre väčšinu kaučukových zmesí) vynásobeného celkovou projektovanou plochou všetkých dutín plus plochou vzplanutia vo forme. Vždy zahrňte bezpečnostnú rezervu aspoň 20 %, aby ste sa prispôsobili variáciám medzi zmesami a dizajnmi foriem.
- Veľkosť dosky: Doska musí byť dostatočne veľká, aby sa do nej zmestila najväčšia forma s vôľou na všetkých stranách pre upnutie a tepelnú rovnomernosť. Štandardné veľkosti dosiek sa pohybujú od 200 × 200 mm pre malé laboratórne lisy až po 1 200 × 1 200 mm alebo väčšie pre priemyselné výrobné stroje.
- Rovnomernosť teploty: Vyžiadajte si špecifikáciu rovnomernosti teploty valca od výrobcu a overte si ju nezávisle, ak je to možné. Pre presné silikónové alebo medicínske gumené diely je nevyhnutná rovnomernosť ±2 °C alebo lepšia na celom povrchu platne.
- Otváranie cez denné svetlo: Maximálna vzdialenosť medzi otvorenými doskami musí zodpovedať výške vašej formy plus voľný priestor na vyberanie a nakladanie dielov. Nedostatočné denné svetlo núti operátorov do nepríjemných pozícií, ktoré spomaľujú časy cyklov a zvyšujú ergonomické riziko.
- Prepracovanosť riadiaceho systému: Vyhodnoťte, či sú možnosti ukladania receptov PLC, zaznamenávania údajov a vzdialeného monitorovania v súlade s vašimi požiadavkami na riadenie kvality a sledovateľnosť. Odvetvia ako automobilový priemysel (IATF 16949) a zdravotníctvo (ISO 13485) majú špecifické očakávania procesnej dokumentácie, ktoré jednoduchšie stroje nedokážu podporiť.
- Popredajná podpora a dostupnosť náhradných dielov: Hydraulické tesnenia, vykurovacie telesá a ovládacie komponenty sa časom opotrebúvajú. Potvrďte, že výrobca alebo miestny distribútor udržiava inventár náhradných dielov a môže poskytnúť technickú podporu v rámci prijateľných časov odozvy pre vaše výrobné prostredie.
Postupy údržby, ktoré predlžujú životnosť stroja a chránia kvalitu dielov
Stroj na lisovanie gumy pracujúci vo výrobných podmienkach je vystavený nepretržitým tepelným cyklom, namáhaniu hydraulického tlaku a kontaminácii gumovou zmesou. Disciplinovaná rutina údržby nie je voliteľná – je to rozdiel medzi strojom, ktorý poskytuje konzistentný výkon 20 rokov a strojom, ktorý generuje chyby a prestoje do piatich rokov.
- denne: Očistite povrchy valcov a deliace plochy formy od zvyškov kvapalín a zmesí pomocou vhodného separačného prostriedku a neabrazívnych nástrojov. Skontrolujte hladinu hydraulickej kvapaliny a skontrolujte, či okolo tesnení a armatúr valca neuniká. Overte hodnoty teploty valca pomocou kalibrovaného termočlánku.
- Týždenne: Skontrolujte stav hydraulickej kvapaliny a stav filtra. Skontrolujte vodiace stĺpiky a rovnobežnosť dosák. Overte, či všetky bezpečnostné blokovania – vrátane núdzových zastavení, svetelných závesov a tlakových poistných ventilov – fungujú správne.
- Mesačne: Kalibrujte regulátory teploty a termočlánky podľa vysledovateľnej referencie. Skontrolujte odpor vykurovacieho telesa, aby ste identifikovali prvky blížiace sa ku koncu životnosti predtým, ako zlyhajú vo výrobe. Skontrolujte, či tesnenia hydraulického valca nevykazujú známky plaču.
- Ročne: Kompletná výmena hydraulickej kvapaliny a filtra. Meranie rovinnosti dosky a v prípade potreby korekcia. Kompletná kontrola elektrického systému vrátane tesnosti svoriek, izolačného odporu a výmeny batérie PLC.
Stroj na lisovanie gumy je dlhodobá kapitálová investícia, ktorej návratnosť závisí od disciplíny procesu rovnako ako od kvality stroja. Prispôsobenie správnej špecifikácie stroja vášmu sortimentu, stanovenie presných parametrov procesu pre každú zmes a udržiavanie zariadenia podľa štandardov výrobcu sú tri piliere produktívneho a nákladovo efektívneho lisovania gumy. Pre výrobcov, ktorým táto kombinácia vyhovuje, zostáva lisovanie jedným z najspoľahlivejších a ekonomicky najefektívnejších procesov tvarovania gumy.