Prečo vákuum mení všetko pri vulkanizácii gumy
Vulkanizácia kaučuku – proces zosieťovania polymérnych reťazcov pomocou tepla a tlaku na premenu surového kaučuku na odolný, elastický materiál – sa priemyselne využíva už viac ako 180 rokov. Zavedenie vákuovej technológie do procesu vulkanizácie však predstavuje jedno z najvýznamnejších vylepšení v modernej gumárenskej výrobe. A vákuový vulkanizačný stroj na gumu evakuuje vzduch a zachytené plyny z kaučukovej zmesi a dutiny formy pred a počas vytvrdzovania, čím eliminuje pórovitosť, dutiny a povrchové defekty, ktoré vulkanizácia za atmosférického tlaku nevyhnutne vytvára u presných komponentov.
Výsledkom je merateľne lepší produkt: hustejšie zosieťované siete, vylepšené mechanické vlastnosti, lepšia rozmerová presnosť a povrchy bez defektov – to všetko je kritické v aplikáciách, kde zlyhanie gumových komponentov má bezpečnostné alebo regulačné dôsledky. Keďže dopyt po presných gumených dieloch rastie v automobilovom, leteckom, medicínskom a elektronickom sektore, vákuové vulkanizačné stroje sa presunuli zo špeciálnych zariadení na bežné priemyselné nástroje.
Proces vulkanizácie: konvenčný vs. vákuový
Aby sme pochopili hodnotu vákuovej vulkanizácie, je užitočné presne preskúmať, kde konvenčné metódy zaostávajú.
Konvenčné lisovanie alebo transferové lisovanie
Pri štandardnej lisovacej alebo prenosovej vulkanizácii sa gumová zmes vloží do vyhrievanej formy a aplikuje sa tlak, aby sa materiál vtlačil do dutiny formy. Vzduch zachytený v zmesi alebo na rozhraní medzi zmesou a formou nemá únikovú cestu. Keď teplota stúpa a začína sa sieťovanie, tento zachytený vzduch vytvára mikrodutiny – póry, pľuzgiere a povrchové jamky – ktoré znižujú hustotu dielu, pevnosť v ťahu a únavovú životnosť. Pre nekritické spotrebné produkty je táto degradácia prijateľná. V prípade tesnení, membrán, komponentov zdravotníckych pomôcok a leteckých tesnení to tak nie je.
Vulkanizácia za pomoci vákua
Vákuový vulkanizačný stroj na gumu aplikuje riadené vákuum - zvyčajne v rozsahu –0,08 až –0,098 MPa (približne –80 až –98 kPa meradla) — do dutiny formy pred vstrekovaním alebo lisovaním zmesi a udržiava vákuum počas počiatočných štádií vytvrdzovania. Táto evakuácia odstraňuje rozpustené plyny z gumovej matrice, eliminuje medzifázové vzduchové kapsy a znižuje bod varu vlhkosti v zmesi, pričom ju vytiahne pred aplikáciou tepla. Cyklus vytvrdzovania potom prebieha pod vákuom a aplikovaným tlakom, čím sa získa úplne spevnený diel bez dutín.
Kľúčové technické výhody vákuovej vulkanizácie
Výkonnostné výhody vákuovej vulkanizácie sú kvantifikovateľné vo viacerých kvalitatívnych a procesných metrikách:
- Odstránenie pórovitosti a dutín — Vákuová evakuácia odstraňuje zachytený vzduch skôr, ako ho gélovanie uzamkne na mieste. Časti dosahujú relatívne hustoty blížiace sa teoretickému maximu zlúčeniny, čo sa priamo premieta do zlepšenej pevnosti v ťahu, predĺženia pri pretrhnutí a odolnosti proti únave.
- Špičková kvalita povrchu — Bez zachytenia vzduchu na rozhraní formy a gumy sú hotové povrchy hladké, kozmeticky čisté a bez jamiek. Toto je obzvlášť dôležité pre optické silikónové šošovky, lekárske hadičky a gumené výrobky určené pre spotrebiteľov, kde estetika ovplyvňuje vnímanú kvalitu.
- Lepšia rozmerová presnosť — Konsolidácia bez dutín vytvára diely, ktoré presne zodpovedajú geometrii formy. Zmršťovanie je predvídateľnejšie a rovnomernejšie, čím sa redukujú rozmerové odchýlky po vytvrdnutí – kľúčová výhoda pre O-krúžky, tesnenia a lisované diely s vysokou toleranciou.
- Zlepšený tok zmesi v zložitých geometriách — Vákuové ťahanie napomáha pohybu zmesi do hlbokých zárezov, tenkých častí a zložitých prvkov formy, ktoré sa vstrekovaním pri atmosférickom tlaku ťažko vypĺňajú.
- Znížená miera šrotu a prepracovania — Odstránením primárnej príčiny vizuálnych a štrukturálnych defektov v lisovanej gume vákuová vulkanizácia výrazne znižuje mieru odmietnutia presných komponentov, čím zlepšuje celkovú efektivitu zariadenia (OEE) pre operácie lisovania gumy.
- Kompatibilita so zlúčeninami citlivými na vlhkosť — Silikónová guma, EPDM a niektoré špeciálne elastoméry sú obzvlášť citlivé na zvyškovú vlhkosť počas vytvrdzovania. Vákuové odplynenie pred zahriatím účinne odstraňuje túto vlhkosť a zabraňuje parou poháňanej pórovitosti vo vytvrdzovanej časti.
Typy vákuových gumových vulkanizačných strojov
Vákuové vulkanizačné zariadenie je dostupné v niekoľkých konfiguráciách, z ktorých každá je vhodná pre rôzne výrobné meradlá, typy gumy a geometrie dielov.
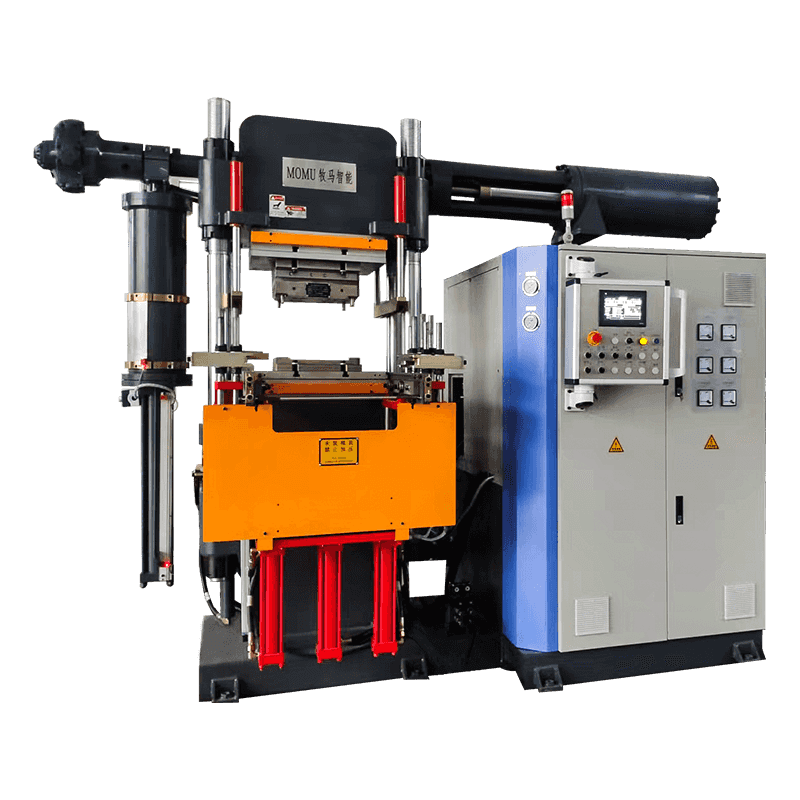
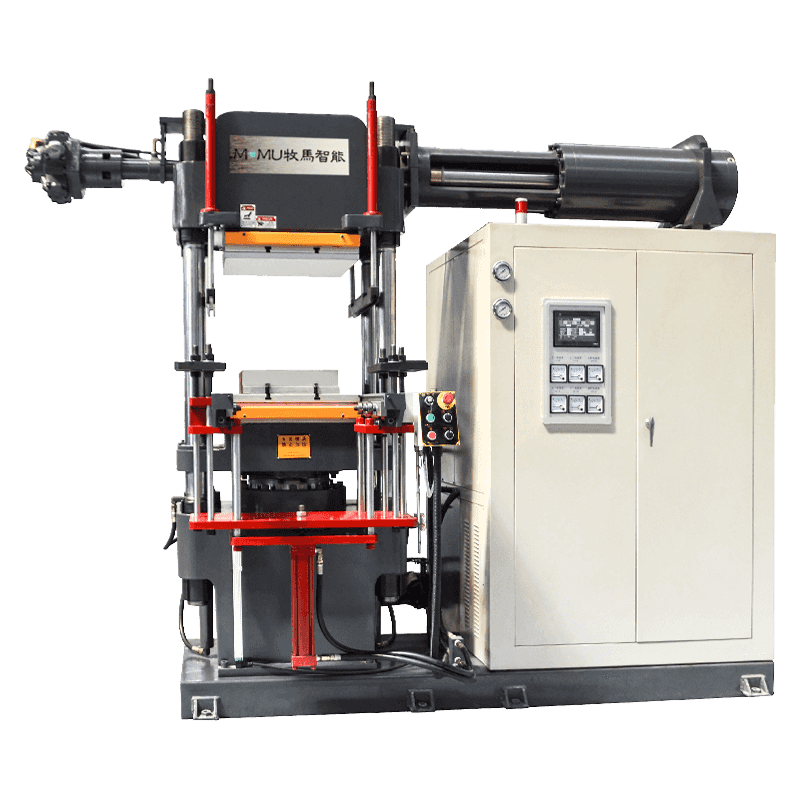
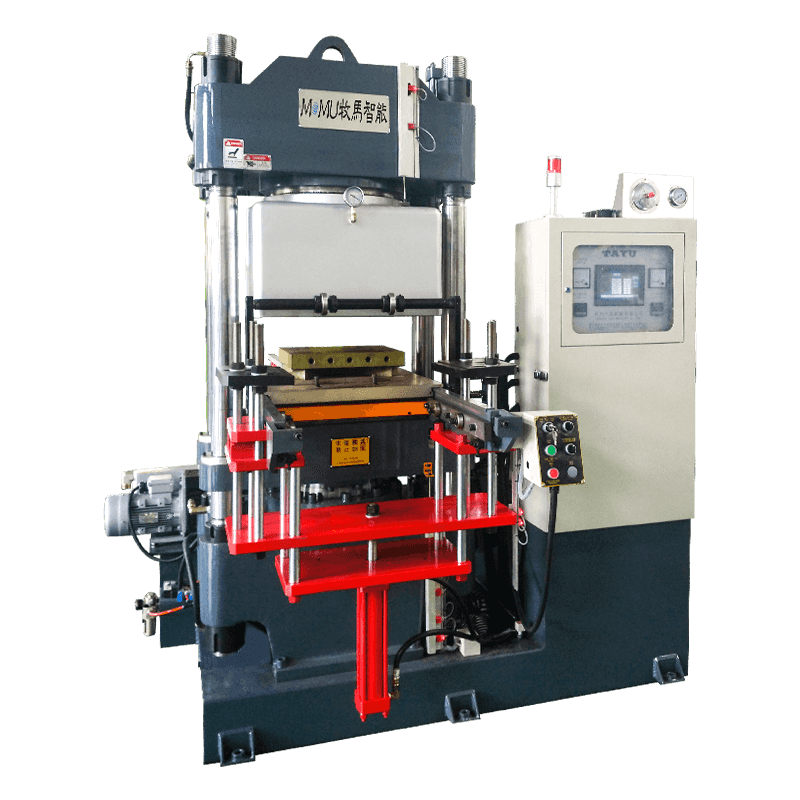
Lis na vákuové lisovanie
Najpoužívanejšia konfigurácia pri dávkovom lisovaní gumy. Hydraulický lis s vyhrievanými doskami stláča formu; vákuový okruh – integrovaný do formy alebo aplikovaný prostredníctvom periférnej vákuovej komory – evakuuje dutinu pred a počas uzatvárania. Vhodné pre ploché podložky, plechy, tesnenia a relatívne jednoduché lisované profily. Teploty dosky sa zvyčajne pohybujú od 150 °C až 200 °C s hydraulickými tlakmi od 10 do 200 ton v závislosti od veľkosti dielu a viskozity zmesi.
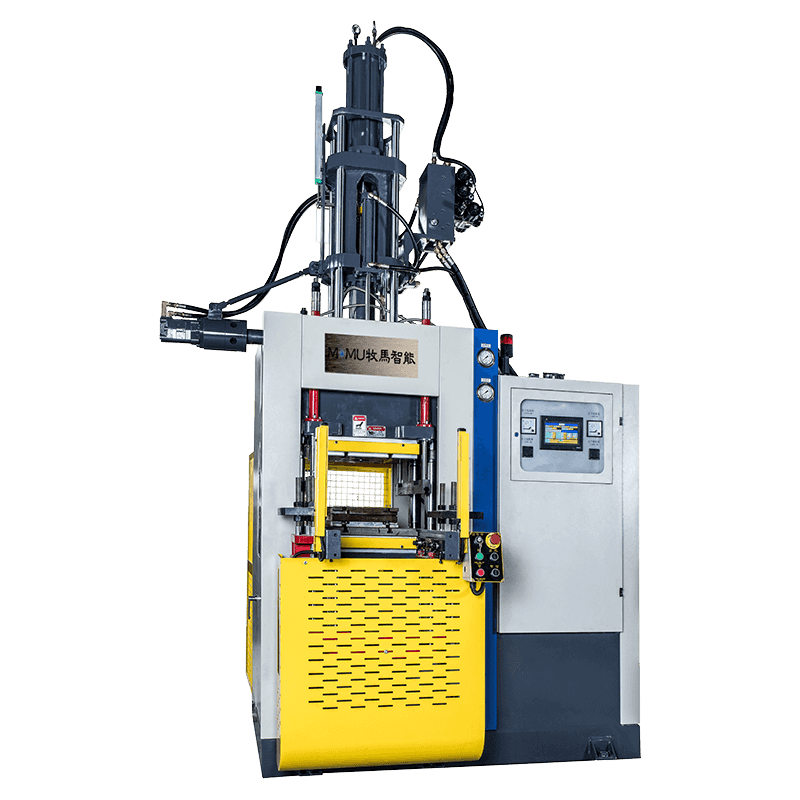
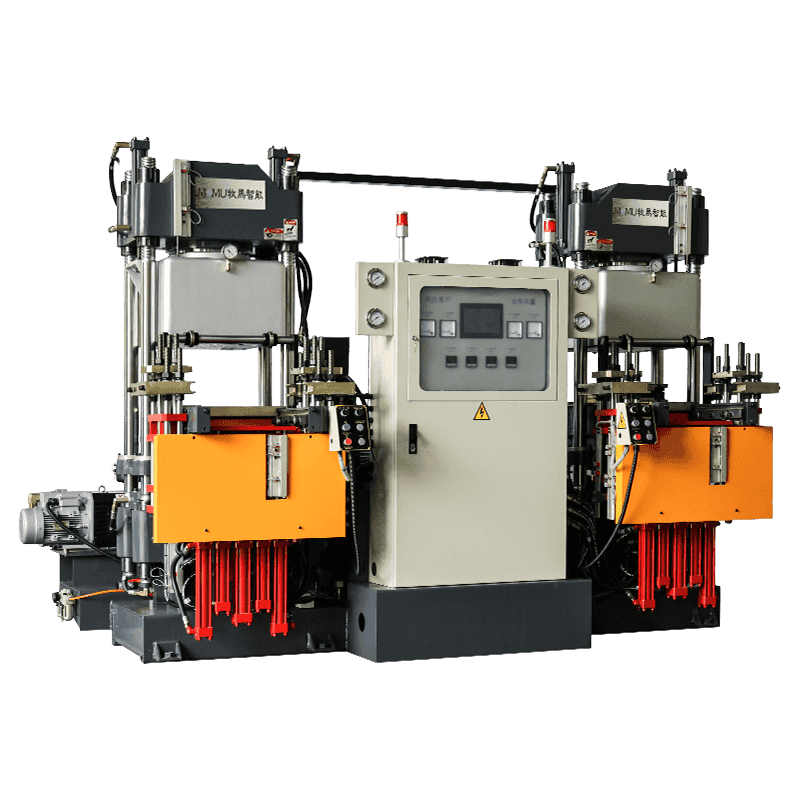
Vákuový vstrekovací stroj
Kombinuje evakuáciu vákuovej dutiny so vstrekovaním predmäkčenej gumovej zmesi pod tlakom. Forma sa utesní a evakuuje pred začatím vstrekovania, potom sa zmes vstrekne do evakuovanej dutiny. Táto konfigurácia poskytuje najlepšiu rozmerovú konzistenciu pre zložité trojrozmerné diely vyrábané vo veľkých objemoch – typické aplikácie sú automobilové tesnenia, priechodky konektorov a komponenty medicínskych zariadení. Časy cyklov sú kratšie ako pri lisovaní vďaka presnému dávkovaniu zmesi a rýchlejšiemu plneniu.
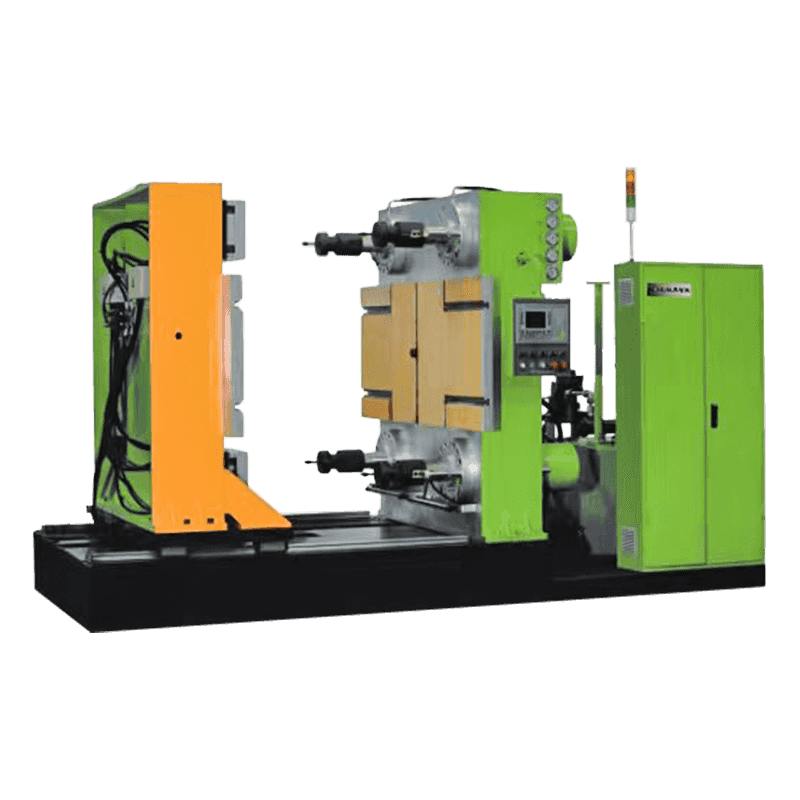
Vákuový autoklávový vulkanizátor
Používa sa na veľké, nepravidelne tvarované gumené diely – hadice, kompenzátory, gumou obložené rúry a kompozitné zostavy – ktoré nie je možné umiestniť do bežnej lisovacej formy. Diel sa umiestni do vákuového vrecka alebo utesnenej komory, evakuuje sa a potom sa v nádobe autoklávu vystaví zvýšenej teplote a tlaku (para alebo horúci vzduch). Bežné pri lepení gumy v leteckom priemysle a veľkých priemyselných gumových obkladových aplikáciách. Časy cyklov sú dlhšie, ale proces sa prispôsobuje geometriám dielov, ktoré žiadna iná metóda nedokáže zvládnuť.
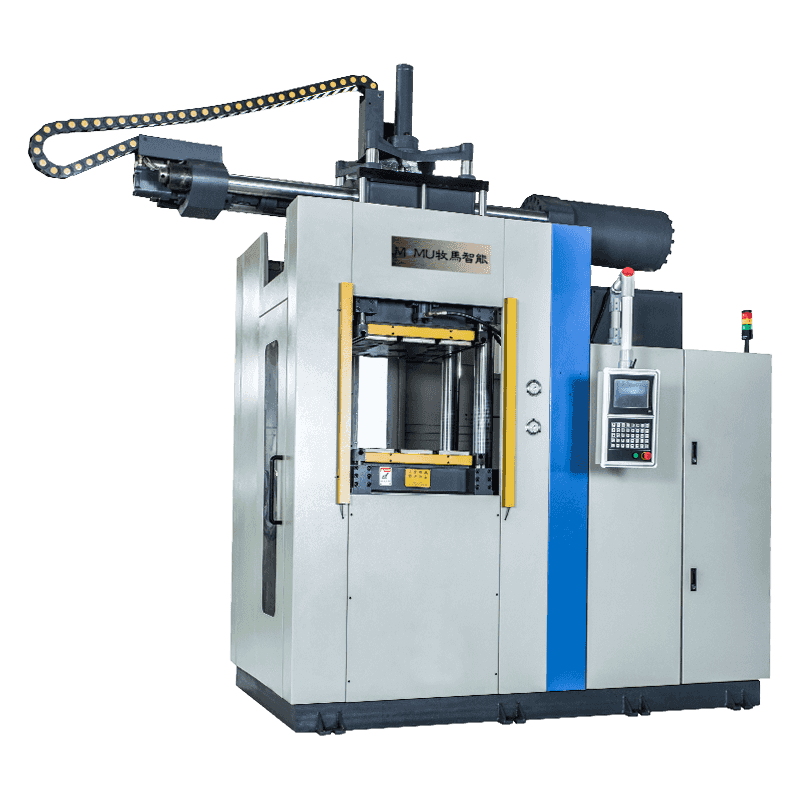
Vulkanizačný lis na vákuové dosky (typ s dopravným pásom)
Špeciálne navrhnuté na vulkanizáciu gumených dopravných pásov, podlahových dosiek a širokých plochých výrobkov. Viacnásobné vyhrievané platne lisujú kontinuálne podávaný pás alebo list, zatiaľ čo v lisovacej zóne je aplikované vákuum. Bežné pri výrobe dopravných pásov a výrobe gumových podláh, kde šírka môže presiahnuť 2 000 mm a vyžaduje sa nepretržitá priepustnosť.
Komponenty základného systému
Vákuový stroj na vulkanizáciu gumy integruje niekoľko podsystémov, ktoré musia spolupracovať, aby sa dosiahla konzistentná kvalita vytvrdzovania.
| Subsystém | Funkcia | Špecifikácia kľúča |
|---|---|---|
| Systém vákuovej pumpy | Evakuuje dutinu formy na cieľový tlak | Cieľ: ≤–0,095 MPa; rotačné lopatkové alebo kvapalinové prstencové čerpadlo |
| Vyhrievacie platne / komora | Dodávajte a udržiavajte teplotu vytvrdzovania rovnomerne | rovnomernosť ±1–2°C; elektrickým alebo parným ohrevom |
| Hydraulický upínací systém | Aplikuje a drží tlak na uzatváranie formy | Tonáž prispôsobená ploche dielu a viskozite zmesi |
| Vákuový tesniaci systém | Udržuje integritu vákua počas cyklu vytvrdzovania | O-krúžky alebo labyrintové tesnenia na deliacej linke formy |
| Riadiaci systém PLC | Sekvenuje udalosti vákua, teploty a tlaku | Programovateľné profily vytvrdzovania; schopnosť zaznamenávania údajov |
| Regulátor teploty formy | Rýchle zahriatie a presná regulácia teploty | PID-riadené; čas odozvy <30 sekúnd |
Priemyselné aplikácie
Vákuové vulkanizačné stroje na gumu sa používajú všade tam, kde konvenčná vulkanizácia produkuje neprijateľnú chybovosť alebo kde vlastnosti materiálu musia spĺňať prísne výkonnostné normy.
Automobilové tesniace systémy
Tesnenia motorového priestoru, tesnenia dverí a okien, tesniace krúžky palivového systému a membrány brzdového systému patria medzi aplikácie s najvyšším objemom. Jedno osobné vozidlo obsahuje viac ako 400 jednotlivých gumených tesniacich komponentov , z ktorých mnohé musia spĺňať normy nulovej netesnosti počas životnosti 150 000 km. Vákuové tvarovanie zaisťuje integritu prierezu bez dutín, ktorá to umožňuje.

Lekárske a farmaceutické vybavenie
Komponenty zo silikónovej gumy pre zdravotnícke pomôcky – hadičky, zátky, membrány, prvky peristaltických čerpadiel a implantovateľné časti – vyžadujú absolútnu absenciu pórovitosti a kontaminácie. Vákuová vulkanizácia je akceptovaný štandardný proces pre lisovanie silikónu lekárskej kvality a regulačné podania pre zdravotnícke pomôcky triedy II a III zvyčajne odkazujú na vákuové spracovanie ako súčasť overeného výrobného protokolu.
Letectvo a obrana
Tesnenia dverí lietadla, tlakové tesnenia kabíny, elastoméry palivového systému a držiaky na izoláciu vibrácií musia spĺňať požiadavky AS9100 a MIL, ktoré sa výslovne týkajú pórovitosti a rozmerovej tolerancie. Vulkanizácia vo vákuovom autokláve je štandardnou metódou pre zostavy spájané gumou a veľkoformátové elastomérne komponenty pre letecký priemysel.
Elektronika a polovodiče
Silikónové klávesnice, vodivé elastomérové kontakty, tieniace tesnenia proti EMI a optické silikónové šošovky pre LED aplikácie, všetky ťažia z vákuového lisovania. Pórovitosť týchto komponentov spôsobuje kolísanie elektrického odporu, optický rozptyl a predčasné mechanické zlyhanie – defekty, ktoré vákuová vulkanizácia eliminuje na úrovni procesu, a nie spoliehanie sa na následnú kontrolu a triedenie.
Priemyselné hadice a dopravníkové systémy
Vysokotlakové hydraulické hadice, rozvody chemikálií a dopravníkové pásy pracujúce v abrazívnych alebo chemicky agresívnych prostrediach vyžadujú hustú gumovú konštrukciu bez dutín, aby sa dosiahli menovité tlaky pri roztrhnutí a životnosť. Vulkanizácia vo vákuovom autokláve alebo vákuovom doskovom lise poskytuje kvalitu konsolidácie, ktorú tieto aplikácie vyžadujú.
Procesné parametre a návrh cyklu vytvrdzovania
Cyklus vytvrdzovania vákuovej vulkanizácie zahŕňa presne zoradený rad udalostí. Odchýlky od optimalizovanej sekvencie – najmä časovanie vákua vo vzťahu k teplotnej rampe – priamo ovplyvňujú kvalitu dielu.
- Naplnenie formy a počiatočné uzavretie — Zmes sa naplní a forma sa uzavrie do „prasknutej“ polohy (čiastočne zatvorená), aby sa umožnilo vákuové vytiahnutie bez úplného stlačenia.
- Aplikácia vákua — Vákuové čerpadlo evakuuje dutinu formy na cieľový tlak (zvyčajne ≤–0,09 MPa). Táto fáza zvyčajne trvá 30 až 120 sekúnd v závislosti od objemu dutiny a obsahu zloženého plynu. Vákuum sa musí dosiahnuť skôr, ako začne významný prenos tepla do zlúčeniny — predčasné zahriatie spustí zosieťovanie pred dokončením odplynenia.
- Úplné uzavretie formy vo vákuu — Po potvrdení cieľového podtlaku sa použije plný hydraulický upínací tlak. Zmes prúdi do evakuovanej dutiny pod kombinovaným vákuovým ťahom a mechanickým tlakom.
- Izotermické vytvrdzovanie — Teplota formy sa udržiava na špecifikovanej teplote vytvrdzovania (zvyčajne 150 – 180 °C pre zlúčeniny NR/SBR; 170 – 200 °C pre silikón) počas vypočítaného času vytvrdzovania t90 – času na dosiahnutie 90 % maximálnej hustoty zosieťovania, ako je určené reometrickou analýzou.
- Uvoľnenie tlaku a odformovanie — Po dokončení vytvrdzovania sa uvoľní upínací tlak, odvzdušní sa vákuum a forma sa otvorí na odstránenie dielu. Sekundárna vulkanizácia po vytvrdnutí v peci môže byť špecifikovaná pre určité silikónové a fluórelastomérne zlúčeniny na dokončenie zosieťovania a odstránenie vedľajších produktov vytvrdzovania.
Kritériá výberu zariadenia
Výber doprava vákuový vulkanizačný stroj pre danú aplikáciu vyžaduje vyhodnotenie niekoľkých vzájomne závislých faktorov. Prílišné zjednodušenie tohto rozhodnutia vedie buď k nedostatočne špecifikovanému vybaveniu, ktoré nemôže dosiahnuť požadovanú kvalitu, alebo k nadmerne skonštruovaným strojom, ktorých schopnosti sa nikdy nevyužijú.
- Veľkosť dielu a geometria — Ploché alebo jednoduché profily vyhovujú konfiguráciám lisovacích lisov; zložité trojrozmerné diely vyžadujú schopnosť vstrekovania; veľké alebo nepravidelné tvary vyžadujú spracovanie v autokláve.
- Typ gumovej zmesi — Silikón, EPDM, NBR, fluoroelastomér a prírodný kaučuk majú odlišné požiadavky na vytvrdzovacie teploty, tlaky a citlivosť vákua, ktoré ovplyvňujú špecifikáciu stroja.
- Objem výroby — Veľkoobjemová výroba odôvodňuje investície do viacdutinových vstrekovacích lisov s automatickým vyberaním z formy; maloobjemovej alebo prototypovej práci lepšie vyhovujú menšie flexibilné kompresné jednotky.
- Hĺbka vákua a doba držania — Aplikácie s vysoko viskóznymi zlúčeninami alebo formuláciami s vysokým obsahom plynov vyžadujú hlbšie vákuum (bližšie k –0,098 MPa) a dlhšie doby zdržania pri evakuácii pred začatím vytvrdzovania.
- Špecifikácia rovnomernosti teploty — Lekárske a kozmické časti s vysokou toleranciou vyžadujú rovnomernú teplotu dosky ±1 °C alebo lepšiu; všeobecné priemyselné aplikácie môžu akceptovať ±3–5°C.
- Požiadavky na automatizáciu a zaznamenávanie údajov — Regulované priemyselné odvetvia (medicína, letectvo, kontakt s potravinami) vyžadujú úplné zaznamenávanie parametrov procesu, sledovateľnosť podľa šarží a profily vytvrdzovania riadené PLC, ktoré nemožno počas výroby manuálne prepísať.
Komplexný procesný audit – skúmajúci zloženie zmesi, dizajn dielu, požiadavky na kvalitu a objem výroby – vykonaný pred obstaraním zariadenia, zabraňuje nákladným chybám v špecifikácii a zabezpečuje, aby vybraný stroj poskytoval požadovaný výstup už od uvedenia do prevádzky.